
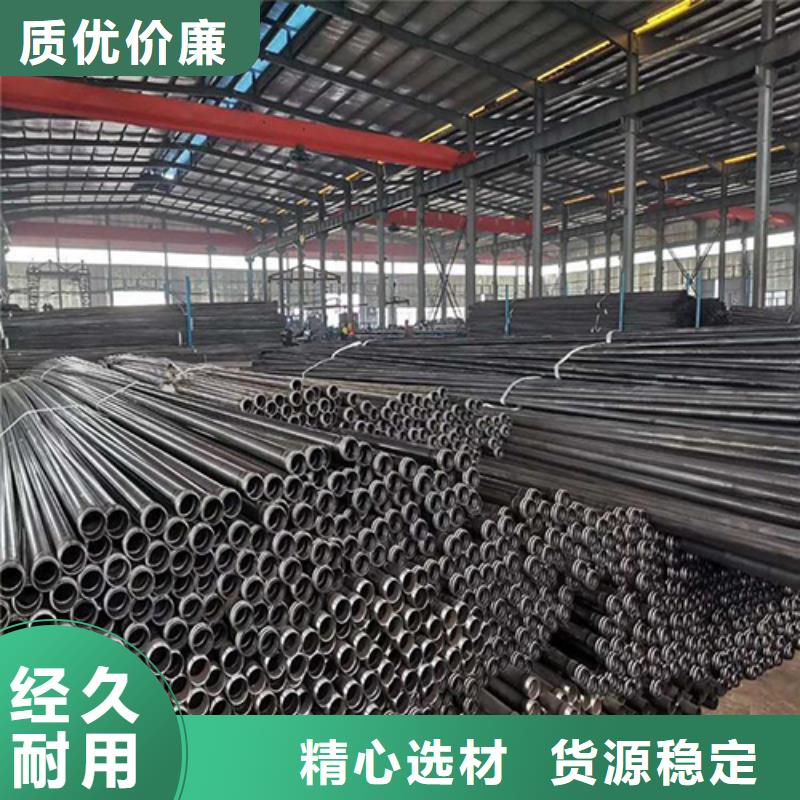




想要深入了解做声测管厂家产品的独特之处吗?我们的视频将带您踏上一段探寻之旅,从设计理念的诞生到精湛工艺的呈现,让您感受产品的魅力与品质。
以下是:做声测管厂家的图文介绍

日升昌钢管有限公司凭借着可靠的质量、低廉的价格和优良的信誉,以客户为本的生产宗旨, 用多样化的产品满足了客户不同层次,不同方面的需求,赢得了广大客户的一致好评。我们可以根据您的需求,为您的产品设计合理,美观的产品包装。真诚希望与各界新老朋友建立长期稳定、可靠的业务关系。您的需求就是我们的发展,让您满意是我们不懈的求,我们将以贴心的服务,更可靠的质量来回报您的支持,赢得您的信赖,欢迎来电垂询。深入细节,建立了质量管理体系,通过“自检、互检、专检”层层把关。从而在产品质量上得到了严格的保障!


钻孔灌注桩声测管在施工完成后需进行桩头处理,要保证桩顶标高以下混凝土质量必须符合质量要求,桩头锚筋长度必须符合设计要求,这些都是常识。但在凿出桩头的时候,工人为了方便,往往把钢筋保护层混凝土敲掉后把桩顶标高以上部分混凝土桩头整体拿出来,而拿出来的方法是把锚筋弯曲后用挖机整体拉出来,在来出来的过程中往往会冲击弯曲的锚筋,容易导致钢筋断裂,没有断裂的钢筋再板直后也会降低质量,因此一定要阻止施工单位这种做法。 注浆管焊缝内部缺陷气孔、夹杂和偏析 注浆管焊缝内部会有气孔出现。旋涡状喇叭型表面气孔的形成原因为母材潮湿、焊剂未烘干;蜂窝状气孔形成原因为焊剂未烘干和埋弧不好造成空气进入熔池;长虫状气孔的形成原因较复杂,主要是焊剂未烘干,有氧化铁、油水等。上述三种缺陷形式的防控措施:钢管出现超标气孔后,首先进行X工业电视检查其形状、分布情况和了解气孔是在内注浆管焊缝还是在外注浆管焊缝;其次是在进行探伤同时在现场观察焊剂埋弧状况是否完好、检查前桥钢带是否有漏油现象、检查电流电压是否稳定、焊接速度过高等排除以上现象后,检查焊剂烘干记录、检查钢材和焊丝表面状况是否有油、锈、水、铁粉等物质。内焊位置由于磁化作用是否有长条驼状铁粉、坡口加工状况是否满足工艺要求(钝边、角度、二道坡口),有则改之。



焊接接头有套筒焊和对焊两种。焊接过程中会有焊渣、毛刺等突起,防止轨道能量调节器在接头上下移动:焊接不良、接头密封不良、漏浆、对焊,甚至焊缝断裂断采用声测管波纹管作为声管时,由于螺栓连接和焊接的不便,通常采用橡胶套连接,即用6-1cm长的橡胶套连接两个声侧管接头。橡胶套较软,无法验证桩基声测管声测管接头的强度和刚度。声学测量管在安装施工过程中容易错位甚至断开。由于橡胶套与混凝土的热膨胀系数相差较大,在混凝土浇筑过程中,水泥的水化热不易发散,而橡胶的温度变形系数较大。混凝土凝固后,橡胶套会因温度下降而收缩变形,与混凝土局部分离可能造成气隙或水隙,影响检测信号,容易引起误判。当这种情况发生在一根声管的橡胶套接头处时,三根声管的桩将影响两个探测段,四根声管的桩将影响三个探测段。按照正常的评价标准,会被误判为严重的质量问题。在这种情况下,桩身质量应结合桩基声测管声测管接头位置、橡胶套长度和“缺陷”范围长度来确定。必要时,采用其他检测方法进行验证。

