


联系我们

护栏新道路隔离护栏厂家本地厂家值得信赖
更新时间:2024-11-14 11:35:09 浏览次数:6 公司名称: 聚宜兴金属制品有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 70 |
| 发货期限 | 3-5 |
| 供货总量 | 6000 |
| 运费说明 | 电议 |
| 最小起订 | 1 |
| 质量等级 | 优等 |
| 是否厂家 | 是 |
| 产品材质 | 201/304 |
| 产品品牌 | 聚宜兴 |
| 发货城市 | 山东聊城 |
| 产品产地 | 山东聊城 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
| 产品颜色 | 蓝 红 灰等 |
| 适用领域 | 桥梁 景观 河道 交通设施 天桥 等 |
| 是否进口 | 否否 |
| 产地 | 山东 |
| 品牌 | 聚宜兴 |
| 可定制 | 是 |




聚宜兴金属制品有限公司是一家集研发、生产、销售、施工及售后服务于一体的稳步快速发展的专业化 福建宁德河堤护栏厂家,总部设立于高新区智慧谷工业园。在打造 福建宁德河堤护栏品牌文化的同时,公司坚持用企业文化企业核心竞争力,使企业在发展中树立起良好的社会形象。“行远必自迩、追求无止境”,始终坚持质量稳定、服务周到、全程一体化服务于全国各地 福建宁德河堤护栏消费者。



复合管护栏焊接不锈钢复合管的时候有什么质量要求
不锈钢复合管是不锈钢产品的一个比较重要的类型,对于不锈钢复合管的质量要求是比较高的,它尤其是在各种的工程上是发挥着比较重要的作用的,不锈钢复合管属于一种新型的复合管的类型,对于相关的焊接的技术是有着比较大的要求的,要进行焊接的质量过关才可以,要不然的话不锈钢复合管就会在使用的时候受到影响,对于焊接的技术以及焊接的师傅的要求也是比较高的,因此厂家在进行设计和生产的时候也是比较关注这个环节的。
不锈钢复合管工程集输管线选用不锈钢复合管 。该管材属于新一代设计产品,对于输送混合气液有着**的应用前景,为先导试验区建设打开新局面由于该新型管材在油田地面建设工程尚未接触,焊接工艺尚未成熟,处于摸索阶段。不锈钢复合管厂对焊接工艺**重视,积极与业主和设计联系,成立不锈钢复合管焊接工艺领导小组。不锈钢复合管焊接这种新工艺,对焊工更是一种新的挑战,焊工在培训期间通过每天的焊件外观检查总结,焊接水平不断提高,培训效果良好,为**该类管材的焊接质量奠定了良好的基础,同时为先导试验区工程建设打开良好局面,为工程保质保量顺利进行打下坚实基础。



复合管护栏使用的不锈钢碳素钢复合管是什么?
不锈钢复合管于2002年标准GB/T18704-2002正式颁布,从材料质量选择,检验等方面都有了一整套严格规范
的管理,由于外表美观、价格低廉等优点,现已广泛用于桥梁护栏,装饰装潢,车辆附件,输送辊轮,纺机配件等领
域。 结果发现,与放在有棚的地方和不被冲洗的地方的板条相比,通过雨水冲刷和人工擦洗去除表面的灰尘和淤积
对表面情况有良好的作用。
而且还发现,表面加工的状况也有影响,表面平滑的板条比表面粗糙的板条效果要好。 因此洗刷的间隔时间受
多种因素影响,主要的影响因素是所要求的审美标准。虽然许多不锈钢幕墙仅仅是在擦玻璃时才进行冲洗,但是,一
般来讲,用于外部的不锈钢每年洗刷两次。 不锈钢不会产生腐蚀、点蚀、锈蚀或磨损,可以生产成不锈钢复合管等
产品,它是建筑用金属材料中强度高的材料之一。
不锈钢复合管由不锈钢和碳素结构钢两种金属材料采用无损压力同步复合成的新材料。而不锈钢复合板是以碳钢
基层与不锈钢覆层结合而成的复合板钢板。 不锈钢复合板工业化生产主要有两种方法,复合和热轧复合。复合板的
生产工艺是将不锈钢板重叠置于碳钢基板上,不锈钢板和碳钢基板之间用垫子间隔出一定的距离。不锈钢板上面平铺
,的能量,使不锈钢板高速撞击碳钢基板,产生高温高压使两种材料的界面实现固相焊接。理想状态下,界面的每平
方毫米的剪切强度可以达到400 MPa。
硬度:硬度表示材料抵抗硬物体压入其表面的金属材料的重要性能指标之一。一般硬度越高,耐磨性越好。 抗
拉强度:材料在拉伸过程中,从开始到发生断裂时所达到的大应力值。它表示钢材抵抗断裂的能力大小。与抗拉强度
相应的还有抗压强度、抗弯强度等。
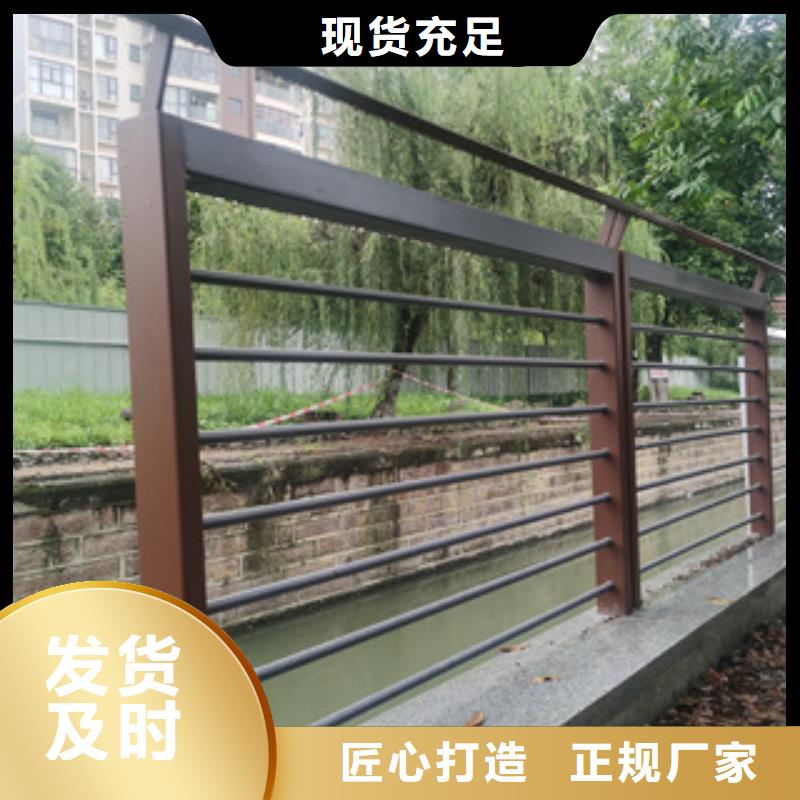
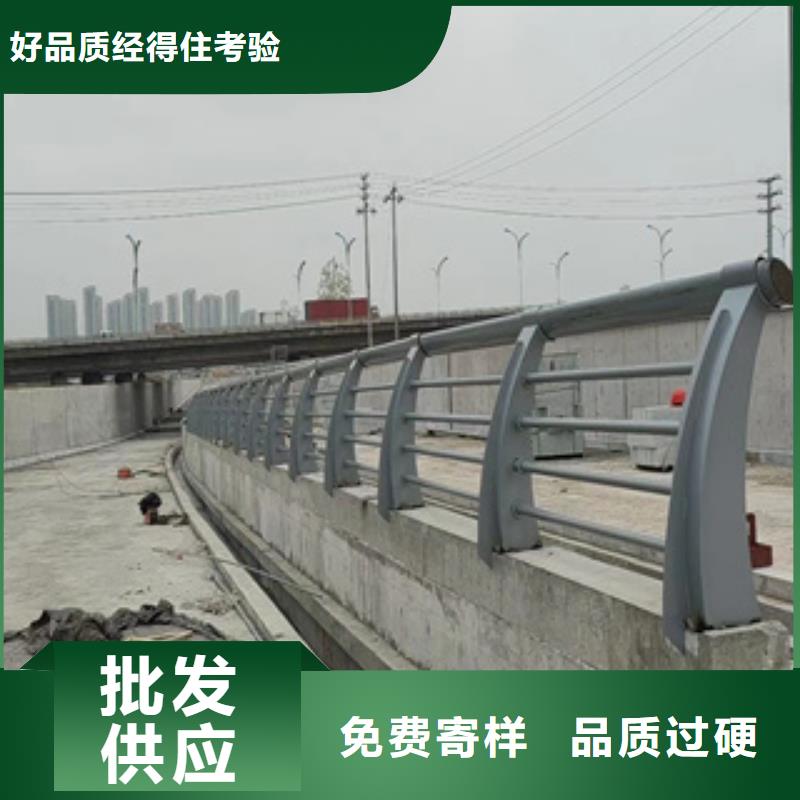
不锈钢复合管防撞栏杆它不仅外观时尚,样式新潮,还具备普通碳钢管坚韧性、抗腐蚀性能、兼具不锈钢栏杆卓
越美观的华丽外表优点。它与钢板立柱配合,不仅牢固、大方,造型各异,颜色千变,色彩绚丽,用它做成道路、桥
梁等的栏杆,为都市一道亮丽的风景线。


细说下不锈钢复合管护栏的焊接过程
不锈钢复合管护栏焊接进程如果因液态缩短和凝聚缩短构成的体积缩短等于因外壳标准缩小所构成的体积减缩,
则凝聚的外壳仍和内部液态金属紧密接触,不会产生缩孔。但是,由于合金的液态缩短和凝聚缩短超越硬壳的固态缩
短,因此液体将与硬壳的顶面脱离。
顺次进行下去,合金管硬壳不断加厚,液面将不断下降,待金属悉数凝聚后,在铸件上部就构成了一个倒锥形的
缩孔。整个铸件的体积因温度下降至常温而不断缩小,使缩孔的 体积有所减小,但其值变化不大。如果铸件顶部设
置冒口,缩孔将移至冒口中。
以上对合金缩短规则的分析,仅涉及合金管成分、温度等本身因素对缩短的影响,没有考虑缩短进程中遇到的各
种阻挠,这种缩短称为安闲缩短。实际上,合金管铸件在铸型中缩短时,要遭到各种阻挠而使缩短不能安闲进行,这
时产生的缩短称为受阻缩短。受阻缩短率总小于安闲缩短率,阻力更大时将呈现裂纹。
焊接进程:先焊复合层,后焊底层,流程:封焊层--打底焊--过渡层--填充层--盖面层。管子对焊组对时,其内
壁应齐平,内壁错边量不宜超越管壁厚度的10%,且应≤2mm.焊接时,应尽量选用多层焊,各焊层焊道的接头应尽
量错开,焊道不宜太宽太厚。点固焊时管内有必要充氩,以保证点固焊焊缝质量。


