服务热线:13734465888

更新时间:2024-11-08 11:07:14 浏览次数:17 公司名称:聊城 金海金属材料有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 5 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 材质 | 碳钢 合金钢 |
| 质量 | 保质保量 |
| 价格 | 面议 |
| 专业 | 专业厚壁无缝钢管加工 |
| 厂家 | 聊城工厂专业制造 |
| 过磅 | 过磅称重 |





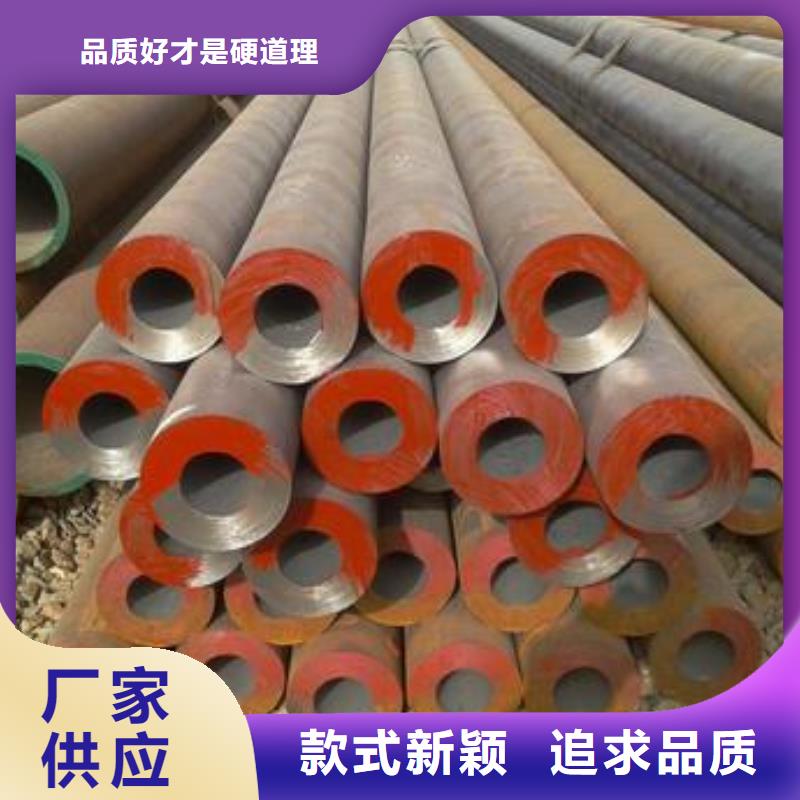
金海金属材料有限公司的产品以合理的价格,【浙江宁波厚壁钢管厂家】产品质量及优良的售后服务,深受客户欢迎。【浙江宁波厚壁钢管厂家】价格合理,欢迎来电洽谈订购 。
我们的宗旨:人有我优。
经营理念: 让利多销,培养忠实客户群体。
经营宗旨: 售前当好参谋,售后搞好服务。
质量目标: 不断完善自我,满足客户需求。

厚壁无缝钢管价格继续趋弱运行,部分钢厂资源售价再度下跌10元/吨,另有个别商家成交时还可以给予额外的议价空间。明日又是周五,许多商家即将陆续离市,预计市场主流价格继续弱势盘整。
随着春节的到来,北方各地工程基本停工,后期需求也难有好的表现,近一段时间,行情一直疲软,商家心态也较为悲观谨慎,临近农历新年,部分商家开始盘库清点工作,市场操作意愿更加趋弱,且本周初钢厚壁无缝钢管坯价格持续下跌,成本支撑减弱,市场悲观心态渐浓,型材价格跟跌,商家备货积极性低,市场成交并不理想,型材价格偏弱运行为主。
本周市场价格震荡走弱,市场反映的态度冷淡,成交较上周明显萎缩,商家出货积极。在资金压力以及经营风险较大的背景下,春节之前,商家备货量十分有限;不过,当前冷轧价格已经处在较低水平,超跌反弹的预期依然强烈,预计冷轧价格弱势盘整的可能性较大。

可以通过控制旋转装置的旋转速度来控制厚壁无缝钢管的冷却均匀性,旋转速度越快 ,厚壁无缝钢管冷却越均匀。
进一步的,还可以通过控制厚壁无缝钢管浸入液体冷却介质中的体积来控制厚壁无缝钢管的冷却速度,钢 管浸入液体冷却介质中的体积越大,冷却速度越快。
上述的液体冷却介质可以是常用的厚壁无缝钢管的液体冷却介质,比如:水。
进一步的,为了使厚壁无缝钢管冷却均匀,厚壁无缝钢管冷却时旋转厚壁无缝钢管为匀速旋转。
本发明厚壁无缝钢管的冷却方法的有益效果为:
1)本发明厚壁无缝钢管的冷却方法通过调节液体冷却介质的液面高度,可以方便地调节冷却速 度。液面高度越高,厚壁无缝钢管浸入冷却介质中的部分越多,冷却速度越高,从而在冷却过程中的 不同温度段实现不同的冷却速度。
2)本发明厚壁无缝钢管的冷却方法对厚壁无缝钢管的冷却更均匀。风冷、雾冷或喷淋只能冷却厚壁无缝钢管外表 面,不能冷却厚壁无缝钢管内表面,风、雾或水接触到的厚壁无缝钢管表面冷却快,没接触到的厚壁无缝钢管表面冷却 慢。当厚壁无缝钢管完全浸入水中冷却时,厚壁无缝钢管内孔中的蒸汽气泡不能及时排出,导致冷却不均。本 发明厚壁无缝钢管的冷却方法可同时冷却厚壁无缝钢管的内外表面,且内孔中的蒸汽能及时排出,冷却更均匀 。
3)本发明厚壁无缝钢管的冷却方法克服了传统的厚壁无缝钢管直接冷却方法的技术缺陷,通过冷却 介质沿厚壁无缝钢管壁由外及里的逐步浸淬和厚壁无缝钢管的不断旋转,使厚壁无缝钢管获得所需要的冷却速度, 所得厚壁无缝钢管性能优良。
4)本发明厚壁无缝钢管的冷却方法所用设备简单,成本低。


超声波探伤技术领域,特别是一种采用超声波探伤技术对大口径厚壁钢管纵向内壁缺陷检测的方法。
大口径厚壁无缝钢管是近年来随着超临界锅炉和超超临界锅炉的研发投产而大量使用的,如何保证厚壁管内表面质量,一直成为困扰钢管探伤、锅炉制造两大行业的一大难题。目前国内外对大口径厚壁钢管的超声波探伤主要采用两种方法,一是对内壁缺陷采用纯横波探伤,但样管上的人工内伤需加深,从而造成对内壁缺陷的检测要求降低;二是对内壁缺陷采用变型横波探伤,但由于采用变型横波探伤存在诸多技术问题,目前国内外还处在理论探讨和实践摸索过程中。
发明内容
本发明的目的是克服现有技术的上述不足而提供一种采用超声波变型横波探伤对大口径厚壁钢管纵向内壁缺陷检测的方法,尤其是对壁厚外径比大于0.2大口径厚壁钢管纵向内壁缺陷检测的方法。
本发明的技术方案是:一种超声波探伤大口径厚壁钢管纵向内壁缺陷的方法,它是利用有机玻璃楔块作测量介质,在样管上调整好超声波探伤仪的扫查灵敏度,然后再以扫查灵敏度对产品钢管进行扫查,扫查中未出现超过调试阈值信号的钢管为探伤合格,扫查中出现超过调试阈值信号的钢管为探伤不合格,其具体操作步骤如下:
A、将有机玻璃楔块放在样管上,再将超声波探伤仪的探头放在有机玻璃楔块上,然后打开超声波探伤仪,调整超声波探伤仪的探头发出的超声波声束的入射角a1,超声波声束的入射角a1为15o~25o。
B、旋转移动样管,探头在样管上扫查,当探头扫查到样管上的人工缺陷时,超声波探伤仪上显示样管上的人工缺陷波形。
C、微调超声波声束的入射角a1,使样管上的人工缺陷的波高达到******,然后调整超声波探伤仪的增益值,使样管上的人工缺陷的波高在超声波探伤仪示波器满屏的40%~60%之间,再移动波高在超声波探伤仪上的报警闸门,使样管上的人工缺陷的波形处于报警闸门中间,并使报警闸门高度和样管上的人工缺陷的波高相同,此时报警闸门高度就是探伤阈值,超声波探伤仪的增益值就是探伤灵敏度。然后提高探伤灵敏度,自动探伤提高2~3分贝,手动探伤提高6分贝,此时超声波探伤仪的增益值就是扫查灵敏度。
D、样管调试完成后,移走样管,将待检测的产品钢管移送至检测位置,以扫查灵敏度对产品钢管进行扫查,扫查中未出现超过调试阈值信号的钢管为探伤合格,扫查中出现超过调试阈值信号的钢管为探伤不合格。





