



想知道球墨铸铁管镀锌管产地直供产品有多棒?看视频就够了,它比千言万语都更有说服力!
以下是:球墨铸铁管镀锌管产地直供的图文介绍
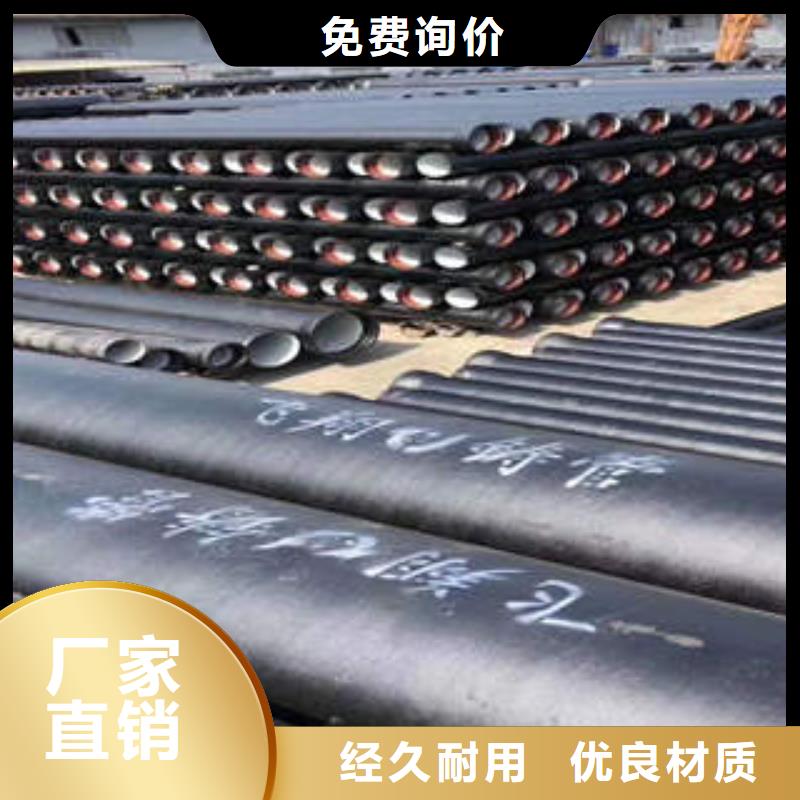
君杰钢管有限公司(内蒙古分公司)的 螺旋管产品质量上乘,价格低廉,我们一直在不断的提高 螺旋管产品质量和技术水平、流水线生产出的 螺旋管产品可以让您放心。 螺旋管产品质量可靠,深受新老客户的认可和好评。

会集加净焦,选用全焦矿料制,停用球团矿,进步块矿配比; 选用小风量操作,避免炉凉呈现大的崩滑料; 移出炉内很多凉渣铁; 轻料抵达风口后组织休风,处置风口。在K下将该钢坯热锻成直径0mm的圆钢,并从圆钢的中心截取各种试样,进行模仿操控铸造试验 在试验过程中,查询了加工条件对硬度和强度的影响,球墨铸铁管研讨了能取得更高强度的低温加工条件和加工软质部用的高温加工条件。这样一个浮动支承机构有较强的适应性:不论何种原因造成球墨铸铁管摆放位置的偏差,只要偏差不大,水压机都可以有效的进行打压作业。这给水压机的工作带来很大的便利,不需要调整球墨铸铁管的插口位置,也能保证密封装置在高压状态下密封的可靠性。考虑到主液压缸的活塞杆推头装置插口装置的自重很大,在推头装置上设置了支撑导向装置。支撑导向装置由支撑杆和导向轮等组成。支撑导向装置保证了液压缸杆在整个工作过程中,不承受任何侧向力,改善了液压缸活塞杆的受力状态。为了对个对中机提供动力,液压系统配置二台单级叶片泵,型号为YB--BB--JL,配套电动机型号为Y0M--功率KW,转数000r/min。装出料档杆液压缸用一台双联叶片泵型号为YB--/,用一台电动机传动,电动机型号Y0M——,功率KW,转数000r/min。对中机液压系统中设有一个溢流阀,当推动杆不动作时,液压油通过此阀回到邮箱内,当需要推杆前进时,DT得电,溢流阀关闭,同时电磁换向阀DT得电,压力为0MPa的液压油经过换向阀DT,从油缸活塞后部流入推动推头前进,经~s后到达油缸前,由PLC控制装置指令推头自动返回原位,等待下一个指令。C级管是球墨铸铁管的 国际标准规定的产品名称,执行标准代号为ISO:009,在该标准中首次采用该代号,管材用途不变。但本标准与原标准ISO:00的主要不同点是:新标准管道(C级管分类是以管材允许工作压力等级分类,而原标准(如K9级管则是以管材壁厚等级分类。


模型涂覆及烘干
⑵黑区部分
负压系统 震实台 砂箱 砂处理系统
消失模铸造技术的工艺装备投资可大可小,我方可根据用户产品提供设计图纸或派人协助,利用用户原有条件,节省投资。 球墨铸铁管管件形成热裂纹的理论原因和实际原因很多,但根本原因是铸件的凝固方式和凝固时期铸件的热应力和收缩应力。
液体金属浇入到铸型后,热量散失主要是通过型壁,所以,凝固总是从铸件表面开始。当凝固后期出现大量的枝晶并搭接成完整的骨架时,固态收缩开始产生。但此时枝晶之间还存在一层尚未凝固舶液体金属薄膜(液膜,如果铸件收缩不受任何阻碍,那么枝晶骨架可以自由收缩,不受力的作用。当枝晶骨架的收缩受到砂型或砂芯等的阻碍时,不能自由收缩就会产生拉应力。当拉应力超过其材料强度极限时,枝晶之间就会产生开裂。如果枝晶骨架被拉开的速度很慢,而且被拉开部分周围有足够的金属液及时流入拉裂处并补充,那么铸件不会产生热裂纹。相反,如果开裂处得不到金属液的补充,铸件就会出现热裂纹。



在中国新兴球墨铸铁管材需求基本面持续疲软之时广泛征求,一直高位增长的新兴球墨铸铁管材出口业务也在月份遭遇瓶颈。海关总署统计月份中国新兴球墨铸铁管材出口降至0万吨,较上月减少00万吨;使得中国的新兴球墨铸铁管材供求关系趋向恶化,新兴球墨铸铁管厂不得不通过减产来降压。新兴球墨铸铁管厂资金紧张问题爆发天津热镀锌方管,限制新兴球墨铸铁管厂生产。近期中国频频爆出新兴球墨铸铁管厂因为资金链问题而减产停产甚至破产的消息。 损失的球墨铸铁管怎么办呢?是不是应该有什么办法复原它呢?今天球墨铸铁管的小编就教给你复原损失的球墨铸铁管的方法。 校圆: 通过使用液压或机械起重的方法,顶起内部向外压,或从管子外表面使用压力向内压为了避免损坏水泥砂浆衬层,应当使用与管子内形相似的硬木垫块恢复球墨铸铁管的外在形象。 切管: 切管所用的砂轮切割机应可以装配切割用砂轮和磨光用砂轮,由金钢砂(碳化硅制作的砂轮很适合用于切割带水泥内衬的管子,切管时,应将管子放在水平地面或方木上,切管的步骤为:作标记切管磨光 球墨铸铁管外涂层修补:



