



文字的描绘可能无法完全捕捉珩磨管【镀铬空心轴】为您精心挑选产品的精髓,观看视频,让产品自己向您诉说它的故事。
以下是:珩磨管【镀铬空心轴】为您精心挑选的图文介绍
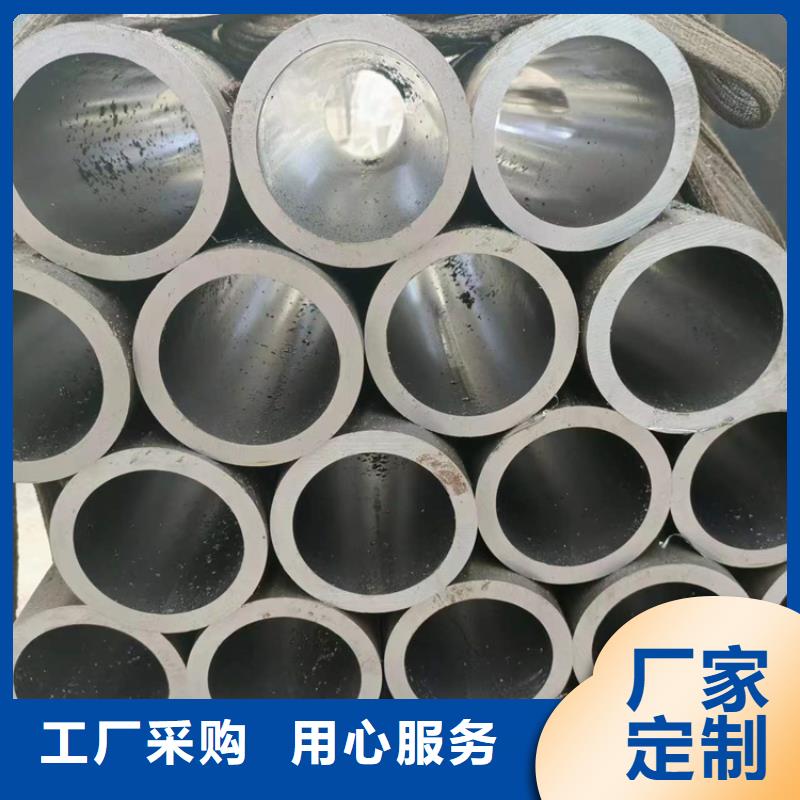
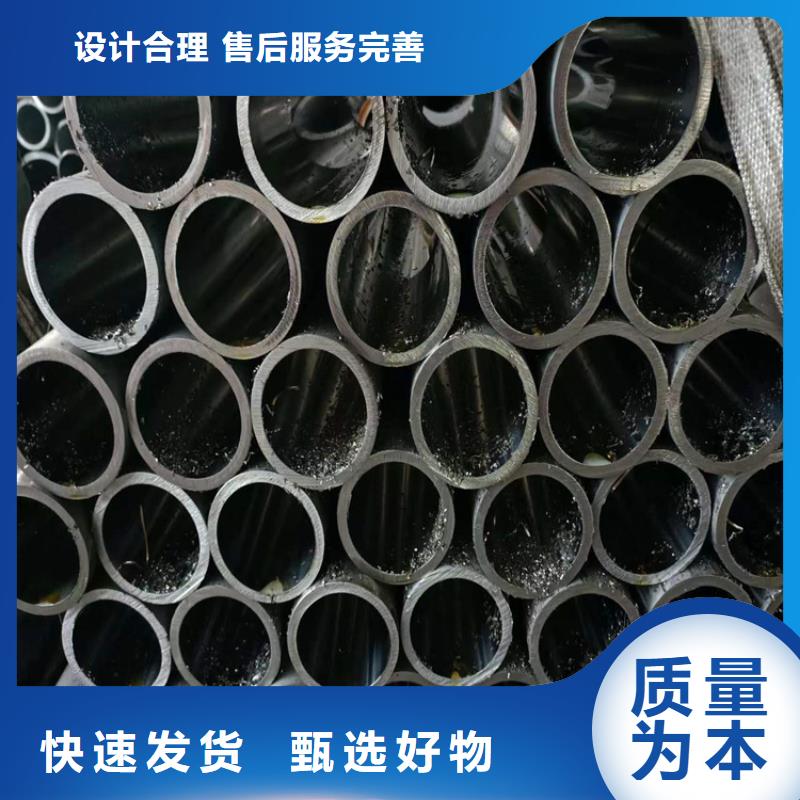
另外,不要忘了检查珩磨机中的油石超越尺寸是否正确,珩磨头的涨缩是否灵活,紧固油石座的弹簧是否牢固。调节好机床主轴的旋转运动和往复运动,使它符合工艺规范规定的要求。珩磨管的珩磨工艺及其工艺参数的设置发布者:隆威珩磨管 发布时间:2018/2/26 16:14:19 点击:1423珩磨管是通过珩磨工艺制作成型的,在对管材进行珩磨的时候,砂条上的磨粒会以一定的压力、较低的速度对工件表面进行磨削、挤压和刮擦,使得砂条作旋转运动和上下往复运动,这样砂条上的磨粒就会在孔表面所形轨迹成为交叉而不重复的网纹。



油缸缸筒选用的就是大口径的珩磨管,并在其端部配有支承衬套,要跟大家强调的是珩磨管支承衬套的装配部位和装配间隙,不能出现较大的误差,以免损坏缸筒内壁,甚至是导致钢桶报废。一般情况下,支承衬套是镶在珩磨管导向套内径凹槽处,它主要是对活塞杆起导向及支承作用,要求其内径与活塞杆外径间隙保持在0.08-0.16mm之间。如果间隙小于0.08mm时,活塞杆的运动阻力就会增大,造成油缸发颤,支承衬套磨损加快,严重时伴有异响,失去支承作用。但如果间隙超过0.16mm的话,珩磨管就会与活塞杆发生偏磨,使得衬套单边受力,导致油缸泄漏,活塞杆带油。除了这一方面的间隙,还有支承衬套外径与油缸缸筒内径接触,其理想的设计间隙为0.1-0.19mm,过小或过大也会造成珩磨管受损。



安达液压机械有限公司本着“以质求信,以质求发展,互惠互利,共谋发展,携手共创,”。以质量求生存,以客户满意为指针,为用户着想,满足客户的一切需求,公司秉承“创新、、求实、奋进”的经营理念,努力打造 内蒙古大口径厚壁珩磨管精英品牌。
