

简约而不简单,我们的热镀锌方矩管防腐钢管厂家用心做品质产品视频将用直观的方式展示产品的核心价值。
以下是:热镀锌方矩管防腐钢管厂家用心做品质的图文介绍

鸿顺管道科技有限公司主要生产经营: 江苏南京热镀锌钢管我公司为使产品更加符合客户需求,公司实行一套完整标准的售前,售中,售后服务。公司为客户提供定制化服务。我们公司始终遵循“质量为主,客户至上,诚信为本”的经营理念。致力于提供高品质的产品,完善的售后服务,快捷的供货。无论您身处何方,都能感受到我们专业技术人员迅捷优良的服务。公司以良好的信誉、优质的产品、雄厚的实力、低廉的价格享誉全国30多个省、市、自治区、直辖市,产品深得用户依赖。欢迎新老客户来电垂询。


方矩管垂直浸入淬火介质后,不作摆动,只作上下移动,并停止淬火介质的搅动。当管件硬度要求高的部位冷却能力不足时,可在整体浸入淬火介质的同时,对该部位再实施喷液冷却,以提高其冷却速度。必须放在有效加热区内,装炉量、装炉方式及堆放形式均应确保加热温度均匀一致,且不致造成畸变和其他缺陷。在盐炉中加热时,不要靠电极太近,以防局部过热,距离应在30mm以上。与炉壁的距离以及浸入液面以下的深度,都应在30mm以上。分级淬火时,可适当提高淬火温度,以增加方矩管奥氏体的稳定性,防止其分解为珠光体。结构钢及碳素钢可以直接装入淬火温度或比淬火温度高20-30℃的炉中加热。高碳高合金钢应在600℃左右预热后,再升至淬火温度。要求淬硬层较深的管材,淬火温度可适当提高,要求淬硬层较浅的可选取较低的淬火温度。方矩管冷却水中不得有油、肥皂液等脏物。一般情况下,水温不超过40℃,油温不超过80℃。



根据泥芯结构,制作芯骨结构,要有一定的刚度和一定的吃砂量。一般泥芯中的芯骨吃砂量为20-30mm。如泥芯直径为Φ400mm、芯骨直径为Φ340-360mm。较大的泥芯吃砂量为50-80mm,泥芯制好后插长铁钉加固。提高不锈钢方管的力学性能,炉料按比例过秤配料,严格控制铁水中的化学成分,尽量降低有害元素含量,如硫、磷。根据不锈钢方管结构,设计合理的砂箱结构和刚度,保证有一定的吃砂量。砂箱放置木模上后,四周吃砂量要相等,箱挡不能靠近法兰或凸起部位,要有一定的距离。必要时浇注后,可将法兰部位或凸起部位和浇冒口处的型砂挖掉,使铸件正常自由收缩。型腔分型面不允许有批缝,但型腔边缘允许刮有一定的批缝,没有批缝合箱后就会压崩型腔。批缝是根据铸件结构、大小来确定的,一般修刮批缝为0.5-1mm或2-3mm,大件不超过5mm。在编制工艺发现结构设计不合理时,应及时修改,防止不锈钢方管件炸裂和产生其他缺陷。管件开箱不能过早或高温清铲不能浇水。一般在泥芯砂中加入锯末屑3%-4%、老煤粉3%-5%、膨润土2%-3%及其他黏土,有较好的退让性和出砂性。


在正常的火焰切割过程中,切割氧流相对垂直的割炬来说稍偏后一个角度,其对应的偏移叫后拖量。速度过低时,没有后拖量,工件下面割口处的火花束向切 割方向偏移。如提高割炬的运行速度,火花束就会向相反的方向偏移,当火花束与切割氧流平行时,就认为该切割速度正常。速度过高时,火花束明显会后偏。这些 都是工人师傅从长期的实践中不断总结出来的。在钢板火焰切割过程中,割嘴到被切工作表面的高度是决定切口质量和切割速度的主要因素之一。不同厚度的钢板,使用不同参数的割嘴,应调整相应的高度。为保证获得高质量的切口,割嘴到被割工件表面的高度,在整个切割过程中必须保持基本一致。
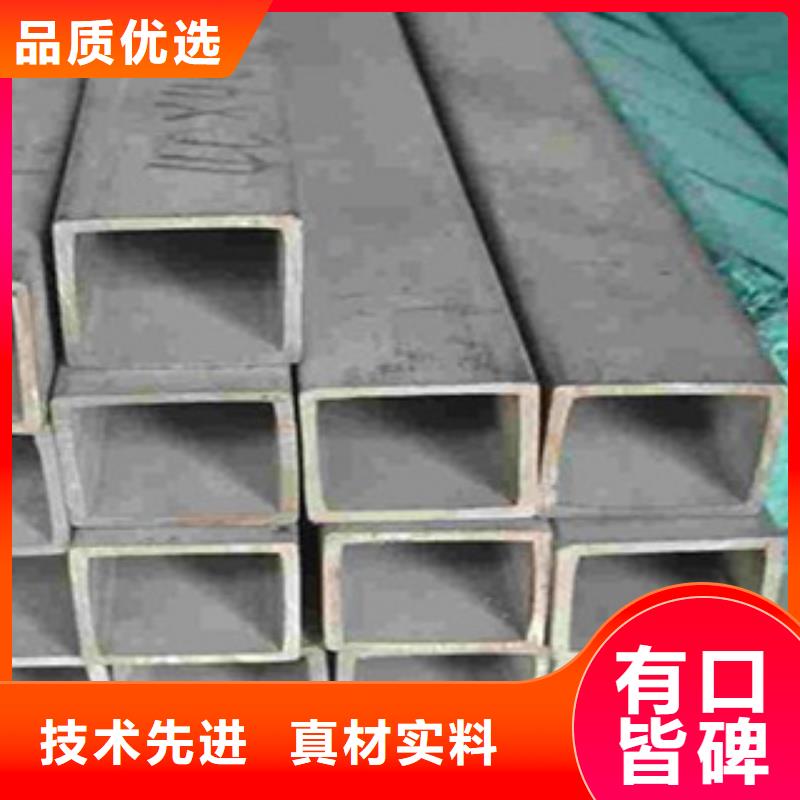
不锈钢方管,顾名思义,它是种方形体的管型,很多种材质的物质都可以形成不锈钢方管体,它介质于,干什么用,用在什么地方,大多数不锈钢方管以钢管为多数,经过拆包,平整,卷曲,焊接形成圆管,再由圆管轧制成方形管然后剪切成需要的长度。一般是50根每包不锈钢方管在现货方面以大规格居多在10*10*0.8-1.5~~500*500*10-25,不锈钢方管按用途分为结构不锈钢方管,装饰不锈钢方管,建筑不锈钢方管,机械不锈钢方管等。不锈钢方管,是方形管材的一种称呼,也就是边长相等的的钢管。是带钢经过工艺处理卷制而成。改拔不锈钢方管:一般是把带钢经过拆包,平整,卷曲,焊接形成圆管,再由圆管轧制成方形管然后剪切成需要长度。
不锈钢方管,顾名思义,它是种方形体的管型,很多种材质的物质都可以形成不锈钢方管体,它介质于,干什么用,用在什么地方,大多数不锈钢方管以钢管为多数,经过拆包,平整,卷曲,焊接形成圆管,再由圆管轧制成方形管然后剪切成需要的长度。一般是50根每包不锈钢方管在现货方面以大规格居多在10*10*0.8-1.5~~500*500*10-25,不锈钢方管按用途分为结构不锈钢方管,装饰不锈钢方管,建筑不锈钢方管,机械不锈钢方管等。不锈钢方管,是方形管材的一种称呼,也就是边长相等的的钢管。是带钢经过工艺处理卷制而成。改拔不锈钢方管:一般是把带钢经过拆包,平整,卷曲,焊接形成圆管,再由圆管轧制成方形管然后剪切成需要长度。
