


想知道冷拔六角钢16Mn方钢实力大厂家产品有多棒?看视频就够了,它比千言万语都更有说服力!
以下是:冷拔六角钢16Mn方钢实力大厂家的图文介绍
几年来鑫泽金属制品有限公司(绵阳分公司)通过全体员工的共同努力,兄弟单位的友好协作,且准确的把握了 热轧扁钢市场信息和机遇,拥有稳定的客户群,公司以较高的速度不断发展完善。看未来,我们会在全国经济快速发展的同时,以优异 热轧扁钢产品质量,诚信合作的工作态度,熟练的业务,更好的发展壮大企业规模,与时俱进。

冷拉冷拔六角钢异型钢方钢扁钢异型钢六角钢出现断裂的原因分析冷拉冷拔六角钢异型钢方钢扁钢异型钢六角钢是冷拉冷拔六角钢异型钢方钢扁钢异型钢型钢的一种,但是其后续使用的反馈并不理想。主要原因是材料在加工过程中会破裂,从而影响冷拔六角钢的后续加工和使用。因此,它也降低了自身的质量。下面我们来会讨论冷拉冷拔六角钢异型钢方钢扁钢异型钢六角钢这方面的问题。经过仔细深入的分析,发现冷拉冷拔六角钢异型钢方钢扁钢异型钢六角钢在加工过程中破裂和开裂的原因仍与材料有关,特别是当它由低碳钢制成时,尤其是碳含量或钢中的杂质。相对而言,如果用优质原材料代替冷拉冷拔六角钢异型钢方钢扁钢异型钢六角钢的生产,并且减少杂质含量,则可以避免类似的问题。当然,不能将所有责任归于原材料。冷拉冷拔六角钢异型钢方钢扁钢异型钢六角钢的延展性差,温度过低或没有经过处理,这是冷拉冷拔六角钢异型钢方钢扁钢异型钢六角钢加工中断裂的原因。值得一提的便是冷拉冷拔六角钢异型钢方钢扁钢异型钢圆钢的推广使用。为了顺应市场发展的需要,冷拉冷拔六角钢异型钢方钢扁钢异型钢圆钢的总体价格一直都在不断地调整,主要是供需变化决定的,从更加长远的角度来进行考虑,冷拉冷拔六角钢异型钢方钢扁钢异型钢圆钢的未来发展势头必然变得更好。可以说,这种管道材料的优势是非常明显的,也正是因为如此,冷拉冷拔六角钢异型钢方钢扁钢异型钢圆钢才会在业内得到更为广泛的认可,从未来的市场发展来看,对于这种管道材料的需求度也会不断增加,所以,在生产技术方面,冷拉冷拔六角钢异型钢方钢扁钢异型钢圆钢厂家也在不断生产技术,以此来更好地适应市场的发展


冷拉六角钢还在小幅波动,销售也不怎么样,跌价的时候,不可能有多大销量。”冷热板市场持续疲软、低迷,根本的原因是什么?李忠双及经营者分析认为,关键在于供需矛盾激化,供给过剩,需求不足,供大于求,经营者为了出货,只能降价销售,而在“买涨不买跌”的心理支配下,下游终端用户普遍持币观望,除非急用,即便急用,也是按需采购,不愿囤货。所以,下游终端需求的萎缩,导致冷热板市场价格跌势不止,阴跌不息。山东鑫泽金属冷拔六角钢、方钢、扁钢、圆钢、光圆、椭圆钢、半圆钢、三角圆钢、异型钢等。那么后期的冷热板市场行情将会如何?对此,李忠双以及其它钢贸公司的经营者认为将会逐渐趋于稳定,但短期内还不会出现太大的起色,同时提出特别需要关注影响冷拉六角钢市场的不确定因素,这些不确定因素主要体现在:一是下游终端有效需求的变化。今年以来,汽车、家电、机械等行业产销不景气。据中国汽车工业协会统计数据,4月份国内汽车产销分别完成207.97万辆和199.45万辆,比上个月下降8.9%和11%;与上年同期相比产量增长0.6%,销量下降0.5%。下游终端有效需求萎缩的态势仍在持续。二是库存量的变化。据统计显示,近期上海地区冷热板库存量有所减少,目前沪上的冷卷可供资源较少,如武钢、鞍钢产的部分规格出现缺货现象,不过随着资源的陆续到货,各规格得到补充,后期“卷少板多”的格局将有所改观,波及冷热板市场走势。



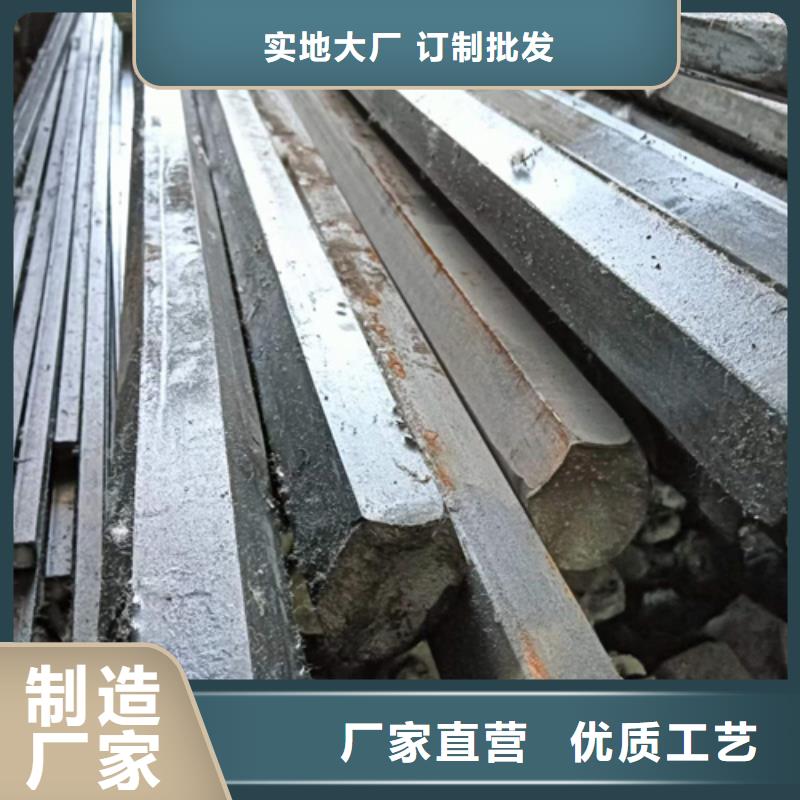
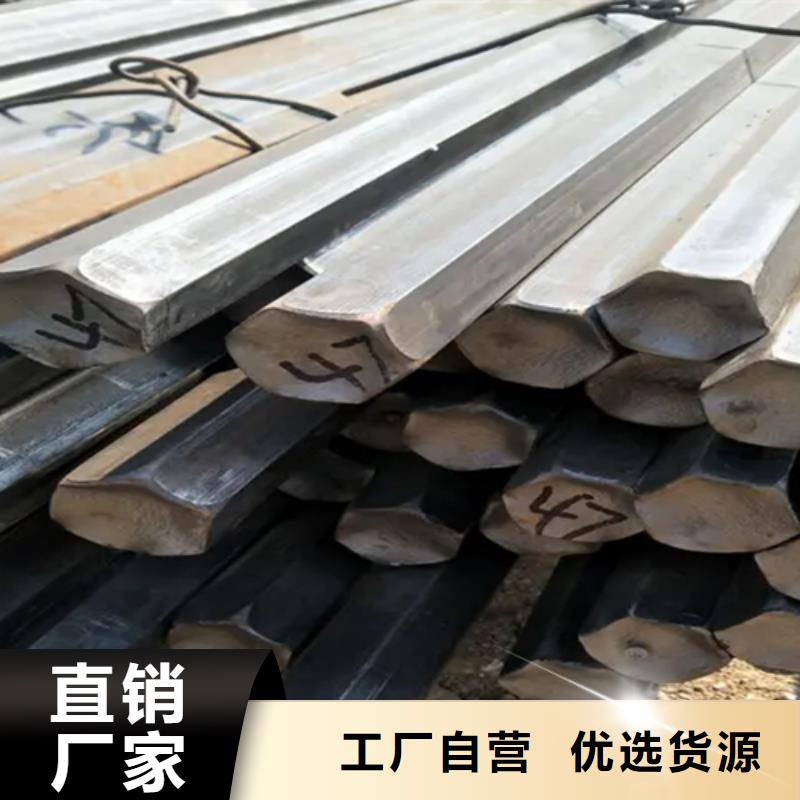
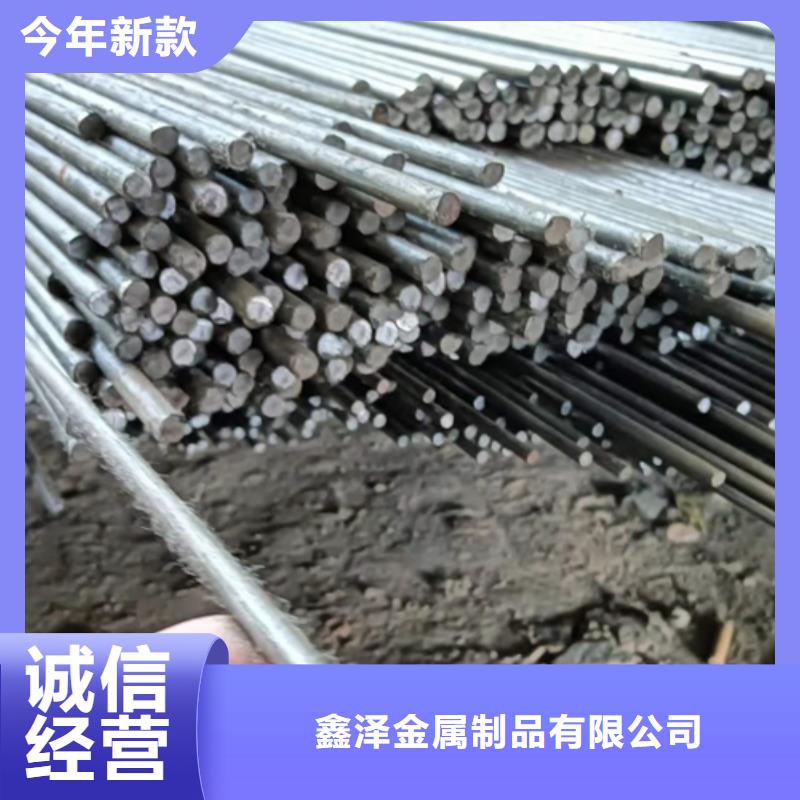
冷拔六角钢制造出了普遍适合与许多大型建筑和工业上的六角钢,他的表面十分光滑,精准度也非常高,形状可以根据厂家们想法来制作出不同的冷拔六角钢。市场上每个人的需求都是不一样的,厂家们能依旧不一样的需求来对六点刚进行冷拉,这样生产出来的产品就可以满足市场需求。但是厂家们在进行冷拉的过程中,在进行冷拉的过程中技术含量非常高,生产技能非常精巧,这样就可以使制造出来的六角钢差错非常小,精准度能达到很高的程度。冷拔六角钢变形区内的流动和变形是不均匀的,其主要原因是接触摩擦的影响所致,摩擦越大,水平流速便越不均匀,其中同横截面上,相邻不同高度的两层面上质点间的流速差越大,则变形就越大。另外变形区的形状系数对冷拔六角钢断面高向上的变形分布情况影响很大,党轧件相对较薄时,压缩变形将深透到轧件中心,出现中心层变形比表层大的现象,当轧件相对较厚时,随着变形区形状系数的减小,外端对变形过程的影响变得突出,压缩变形难以深入到轧件中心,只限于表层附近区域发生塑性变形,出现表层的变形比心部大的现象。当厚冷拔六角钢时,某些合金的热轧头几道次的变形量较小,加之摩擦大,容易出现粘辊,因而导致轧件头部张嘴,严重时还会缠辊。实际冷拔六角钢生产中会出现轧件不能顺利被轧辊咬入,致使轧制过程停止,以及咬入角不合理引起板材塑性变形不均匀的情况,不仅降低了生产效率,而且产品易存在质量问题,这是因为咬入并轧制的过程是一个不稳定过程,当咬入的时候,变形区的几何参数,运动学参数都是变化的,所以咬入角即轧辊与轧件接触部分所夹的中心角是轧制过程中一个极其重要的影响因素,合理的咬入角应当在15度到20度之间,且当轧辊半径相同时,咬入角随压下量呈抛物线形增长。



