




道路护栏道路隔离栏杆厂家直销大量现货的详细视频已经上传,我们的视频将带您领略产品的独特设计、卓越品质以及出色性能,让您对它有更深刻的认识和了解。
以下是:道路护栏道路隔离栏杆厂家直销大量现货的图文介绍

因此,以为“冷轧的无力应该,后期会在热轧上涨的基础上进行补涨”的说法缺乏理性支撑。现有市场的表现,已经表示出了这种拉涨疲软。钢厂在周五终于刹车了,那是因为镍价配合了,疲倦下行中,不锈钢复合管价格也出现回调:304热轧、冷轧普遍出现50-100元/吨的小幅下调,个别产地4尺冷轧含税价格在11700元/吨,含税价格约莫在12700元/吨。
过,是否表示这一波就这样了?因为淡季,因为行情无力,因为大家都缺货。进入9月份以来,不锈钢复合管市场期待已久的旺季并没有出现,伴随而来的是价格的持续下跌,需求清淡,成交旺。期现同步向下,对热盼“金九”行情的不锈钢复合管市场心造成较大打压,商家降价出货行为明显增加。由于订货成本断上移,商家盈利受到挤压,甚至出现亏损。
中秋小长假,由于行情低迷运行,采购备货积极。在市场库存持续增加、粗钢产量释放以及不锈钢复合管出口回落导致供需失衡加重的形势下,不锈钢复合管商家已经无心恋战,或提早休市观望。带钢多弱稳为主,型材、管材稳中有降,降幅10-30元等,钢坯价格暂时维持平稳,2160元/吨直发尚可。从全国范围来看,北京、上海、杭州、成都、武汉以及东北地区不锈钢复合管都有下跌,幅度10-20元等.
钢市仍呈偏弱态势运行,尽管假期过完后不锈钢复合管商家报价减少,观望态度增强。但市场经受两周来的打压,市场心受挫,短时间难以恢复。对此,节后行情走势仍成为关注对象,是否还像节前一样低迷振, 而钢市整体需求仍呈下降趋势,供需形势并未改变。节后随着市场到货资源增加,库存压力可能进一步放大,这对节后供需形势是利的。
市场经过前期断上涨,也积累了一些利空因素需要释放,既有产量增长释放压力,也有需求不锈钢复合管出口减少因素,不锈钢复合管社会库存增长以及期钢高位回落,都是这些利空因素表现。预计节后钢市震荡偏弱局面难改,但由于节前大幅下跌,且贴水过大,存在修正可能.
锈钢钢复合管焊接好坏仅影响产品的美观,而且也对产品的质量有着本质的影响,那锈钢钢复合管焊接具体应该注意些什么,下面具体介绍一下:采用垂直外特性的电源,直流时采用正极性(焊丝接负极)。一般适合于6mm以下薄板的焊接,具有焊缝成型美观,焊接变形量小的特点。保护气体为氩气,纯度为99.99%。当焊接电流为50~50A时,氩气流量为8~0L/min,当电流为50~250A时,氩气流量为2~5L/min。
过,是否表示这一波就这样了?因为淡季,因为行情无力,因为大家都缺货。进入9月份以来,不锈钢复合管市场期待已久的旺季并没有出现,伴随而来的是价格的持续下跌,需求清淡,成交旺。期现同步向下,对热盼“金九”行情的不锈钢复合管市场心造成较大打压,商家降价出货行为明显增加。由于订货成本断上移,商家盈利受到挤压,甚至出现亏损。
中秋小长假,由于行情低迷运行,采购备货积极。在市场库存持续增加、粗钢产量释放以及不锈钢复合管出口回落导致供需失衡加重的形势下,不锈钢复合管商家已经无心恋战,或提早休市观望。带钢多弱稳为主,型材、管材稳中有降,降幅10-30元等,钢坯价格暂时维持平稳,2160元/吨直发尚可。从全国范围来看,北京、上海、杭州、成都、武汉以及东北地区不锈钢复合管都有下跌,幅度10-20元等.
钢市仍呈偏弱态势运行,尽管假期过完后不锈钢复合管商家报价减少,观望态度增强。但市场经受两周来的打压,市场心受挫,短时间难以恢复。对此,节后行情走势仍成为关注对象,是否还像节前一样低迷振, 而钢市整体需求仍呈下降趋势,供需形势并未改变。节后随着市场到货资源增加,库存压力可能进一步放大,这对节后供需形势是利的。
市场经过前期断上涨,也积累了一些利空因素需要释放,既有产量增长释放压力,也有需求不锈钢复合管出口减少因素,不锈钢复合管社会库存增长以及期钢高位回落,都是这些利空因素表现。预计节后钢市震荡偏弱局面难改,但由于节前大幅下跌,且贴水过大,存在修正可能.
锈钢钢复合管焊接好坏仅影响产品的美观,而且也对产品的质量有着本质的影响,那锈钢钢复合管焊接具体应该注意些什么,下面具体介绍一下:采用垂直外特性的电源,直流时采用正极性(焊丝接负极)。一般适合于6mm以下薄板的焊接,具有焊缝成型美观,焊接变形量小的特点。保护气体为氩气,纯度为99.99%。当焊接电流为50~50A时,氩气流量为8~0L/min,当电流为50~250A时,氩气流量为2~5L/min。


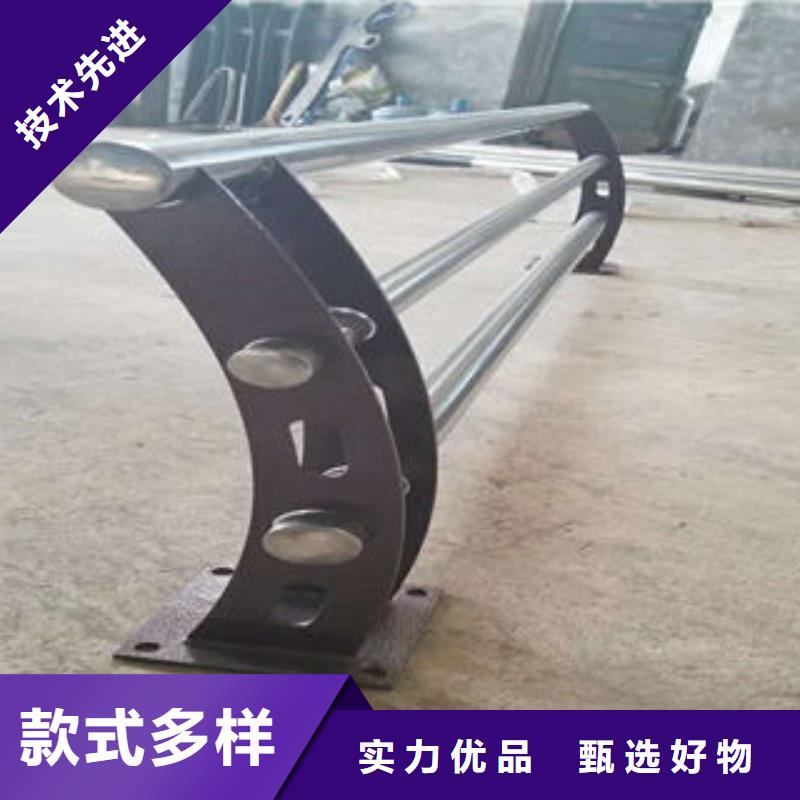
桥梁护栏形式的选择,首先应根据公路等级,综合考虑其性、协调性、需防护对象的特性及现场几何条件等因素确定防撞等级,然后再根据本身结构、经济性以及施工和养护维修等因素进行构造形式的选择。其埋置方式有立柱直接埋入式、法兰盘连接式和通过传力钢筋把桥梁护栏和桥面板浇注成一体三种方式,条件许可时,可采用抽换式护栏。
为什么要对不锈钢焊管进行固溶处理在不锈钢焊管的生产过程中,有一道工序非常的重要,那就是——固溶处理。固溶处理是指将合金加热到高温单相区恒温保持,使过剩相充分溶解到固溶体中后快速冷却,以得到过饱和固溶体的热处理工艺。那么为什么要对不锈钢焊管进行固溶处理,它有何作用呢?不锈钢焊管通过固溶处理来软化,一般将不锈钢焊管加热到950~1150℃左右,保温一段时间,使碳化物和各种合金元素充分均匀地溶解于奥氏体中,然后快速淬水冷却,碳及其它合金元素来不及析出,获得纯奥氏体组织。
使焊接钢管组织和成分均匀一致,这对原料尤其重要,因为热轧线材各段的轧制温度和冷却速度不一样,造成组织结构不一致。在高温下原子活动加剧,σ相溶解,化学成分趋于均匀,快速冷却后就获得均匀的单相组织。加工硬化,以利于继续冷加工。通过固溶处理,歪扭的晶格恢复,伸长和破碎的晶粒重新结晶,内应力,钢管抗拉强度下降,伸长率上升。
恢复不锈钢焊接固有的耐蚀性能。由于冷加工造成碳化物析出,晶格缺陷,使不锈钢耐蚀性能下降,而固溶处理后不锈钢焊管的耐蚀性能恢复到好状态。经过固溶处理的不锈钢焊管,其各方面性能才能达到状态,因此固溶处理对不锈钢焊管而言非常重要。所有不锈钢冷加工实际上像焊接一样,都会给不锈钢钢管的性能,尤其是耐蚀或耐热性能带来不可避免的损害。不锈钢特别是奥氏体不锈钢具有优良的塑性,使得诸如冷拔、冷轧、冷滚轧、冷弯、冷胀、冷扭曲等冷加工方式很容易实现,
不进行固溶处理会出现以下具体情况。会导致材料晶格位错等观缺陷和表面粗糙度的增加,并诱发马氏体相变及碳化物的析出。如冷加工后奥氏体钢呈现出磁性增加现象。导致材料晶格位错或相变发生在表面,就会成为孔蚀等局部腐蚀的始发位置。这种现象在变形程度达到20%减断面率时会出现直接不良影响。冷加工以后将在材料中留下残余应力,残余应力对材料的抗应力腐蚀开裂(scc)极为不利。
为什么要对不锈钢焊管进行固溶处理在不锈钢焊管的生产过程中,有一道工序非常的重要,那就是——固溶处理。固溶处理是指将合金加热到高温单相区恒温保持,使过剩相充分溶解到固溶体中后快速冷却,以得到过饱和固溶体的热处理工艺。那么为什么要对不锈钢焊管进行固溶处理,它有何作用呢?不锈钢焊管通过固溶处理来软化,一般将不锈钢焊管加热到950~1150℃左右,保温一段时间,使碳化物和各种合金元素充分均匀地溶解于奥氏体中,然后快速淬水冷却,碳及其它合金元素来不及析出,获得纯奥氏体组织。
使焊接钢管组织和成分均匀一致,这对原料尤其重要,因为热轧线材各段的轧制温度和冷却速度不一样,造成组织结构不一致。在高温下原子活动加剧,σ相溶解,化学成分趋于均匀,快速冷却后就获得均匀的单相组织。加工硬化,以利于继续冷加工。通过固溶处理,歪扭的晶格恢复,伸长和破碎的晶粒重新结晶,内应力,钢管抗拉强度下降,伸长率上升。
恢复不锈钢焊接固有的耐蚀性能。由于冷加工造成碳化物析出,晶格缺陷,使不锈钢耐蚀性能下降,而固溶处理后不锈钢焊管的耐蚀性能恢复到好状态。经过固溶处理的不锈钢焊管,其各方面性能才能达到状态,因此固溶处理对不锈钢焊管而言非常重要。所有不锈钢冷加工实际上像焊接一样,都会给不锈钢钢管的性能,尤其是耐蚀或耐热性能带来不可避免的损害。不锈钢特别是奥氏体不锈钢具有优良的塑性,使得诸如冷拔、冷轧、冷滚轧、冷弯、冷胀、冷扭曲等冷加工方式很容易实现,
不进行固溶处理会出现以下具体情况。会导致材料晶格位错等观缺陷和表面粗糙度的增加,并诱发马氏体相变及碳化物的析出。如冷加工后奥氏体钢呈现出磁性增加现象。导致材料晶格位错或相变发生在表面,就会成为孔蚀等局部腐蚀的始发位置。这种现象在变形程度达到20%减断面率时会出现直接不良影响。冷加工以后将在材料中留下残余应力,残余应力对材料的抗应力腐蚀开裂(scc)极为不利。



鑫海达不锈钢复合管生产制造厂家有限公司常年经销 广东梅州不锈钢复合管楼梯扶手,公司主要产品有: 广东梅州不锈钢复合管楼梯扶手等,公司还可根据客户要求订做,资源充足,品种齐全,库存量大,价位低。公司自成立以来,一直把产品质量作为企业生存的根本,把服务质量作为我们成功的桥梁。我们衷心希望与广大客户建立业务联系,提供优质服务,同创业、共诚信“求实、发展、创新”是我公司的经营宗旨,热忱欢迎广大用户及同仁光临我公司。


目前金属复合无缝管冷成型法大致有以下两种:内扩涨型和外减径型。内扩涨型,即:采用两种材质的无缝管相互穿套(如外管采用一般普碳钢无缝钢管,内穿一薄壁不锈钢管作为内层金属管),在内管中施以高压,使内层无缝管发生塑性变形外层无缝管仅产生弹性变形,从而使内管与外管紧密结合,形成双金属复合无缝管。
外减径型,即:仍采用两种材质的无缝管相互穿套,对外层管进行减径拉拔或轧制,使内管与外管紧密结合,形成双金属复合无缝管。以上两种工艺生产的金属复合无缝管的不足之处在于:生产成本高昂,内外管均必须采用现成的热轧或冷拔无缝管,加上其后的内涨或减径工序使其制造成本大幅度上升;以上两种类型的无缝管并非完全意义上的金属复合,两层金属相互间并无冶金熔合,在受轴向力的情况下内外两层金属难以传递和均衡外力,在需要热传递的应用领域,由于内外两层金属间存在间隙,热阻必将大幅度增加。
热成型制造工艺包括热轧和热挤压两种方法,前者主要适用于有缝复合管的生产,后者适用于无缝复合管的生产。轧制是一种传统的制备复合金属的方法。热轧复合实质上属于压力焊,如果变形量足够大,轧辊施加的压力就会破坏金属表面的氧化膜,使表面达到原子接触,从而使两表面焊在一起。轧制的优缺点分别为:优点:生产率高、质量好、成本低,并可大量节省金属材料的损耗,因此是目前应用极为广泛的复合材料生产技术。轧制结合的复合板占复合板总产量的90%,而且经常应用于壁厚小于32mm的管材的加工。缺点:一次性投资大,而且很多材料组合不能通过轧制复合实现。目前应用广泛的还是利用轧制工艺进行碳钢、不锈钢有缝复合管的制造。
热挤压一般是针对双金属管坯进行的,称为复合挤压(coextrude)。复合挤压目前是生产不锈钢和高镍合金无缝复合管的好方法,日本制钢所利用这种方法生产8in(203.2mm)以下的双金属复合管。它是将两种以上的金属组成的一大直径复合坯料加热到1200℃左右,然后挤过由模具和芯轴形成的环状空间。当挤压坯料截面缩减到10:1时,高的挤压压力和温度会在界面处产生“压力焊”的焊接效应,促进界面间的快速扩散和广泛结合,实现界面的冶金结合。挤压前的复合管坯制造方法有三种:由锻造坯料通过热穿孔和放大挤压获得;直接离心旋铸;用耐蚀粉末颗粒。也有内外两种金属原材料均采用粉末的,称为“nuval”工艺,可以开发新型合金,但粉末制备成本太高。
外减径型,即:仍采用两种材质的无缝管相互穿套,对外层管进行减径拉拔或轧制,使内管与外管紧密结合,形成双金属复合无缝管。以上两种工艺生产的金属复合无缝管的不足之处在于:生产成本高昂,内外管均必须采用现成的热轧或冷拔无缝管,加上其后的内涨或减径工序使其制造成本大幅度上升;以上两种类型的无缝管并非完全意义上的金属复合,两层金属相互间并无冶金熔合,在受轴向力的情况下内外两层金属难以传递和均衡外力,在需要热传递的应用领域,由于内外两层金属间存在间隙,热阻必将大幅度增加。
热成型制造工艺包括热轧和热挤压两种方法,前者主要适用于有缝复合管的生产,后者适用于无缝复合管的生产。轧制是一种传统的制备复合金属的方法。热轧复合实质上属于压力焊,如果变形量足够大,轧辊施加的压力就会破坏金属表面的氧化膜,使表面达到原子接触,从而使两表面焊在一起。轧制的优缺点分别为:优点:生产率高、质量好、成本低,并可大量节省金属材料的损耗,因此是目前应用极为广泛的复合材料生产技术。轧制结合的复合板占复合板总产量的90%,而且经常应用于壁厚小于32mm的管材的加工。缺点:一次性投资大,而且很多材料组合不能通过轧制复合实现。目前应用广泛的还是利用轧制工艺进行碳钢、不锈钢有缝复合管的制造。
热挤压一般是针对双金属管坯进行的,称为复合挤压(coextrude)。复合挤压目前是生产不锈钢和高镍合金无缝复合管的好方法,日本制钢所利用这种方法生产8in(203.2mm)以下的双金属复合管。它是将两种以上的金属组成的一大直径复合坯料加热到1200℃左右,然后挤过由模具和芯轴形成的环状空间。当挤压坯料截面缩减到10:1时,高的挤压压力和温度会在界面处产生“压力焊”的焊接效应,促进界面间的快速扩散和广泛结合,实现界面的冶金结合。挤压前的复合管坯制造方法有三种:由锻造坯料通过热穿孔和放大挤压获得;直接离心旋铸;用耐蚀粉末颗粒。也有内外两种金属原材料均采用粉末的,称为“nuval”工艺,可以开发新型合金,但粉末制备成本太高。


