




想要一睹塑料闸门_手摇卷扬启闭机产品细节参数产品的真容吗?快来观看我们的视频吧!我们将带您走进一个全新的世界,感受产品的魅力与品质。
以下是:塑料闸门_手摇卷扬启闭机产品细节参数的图文介绍


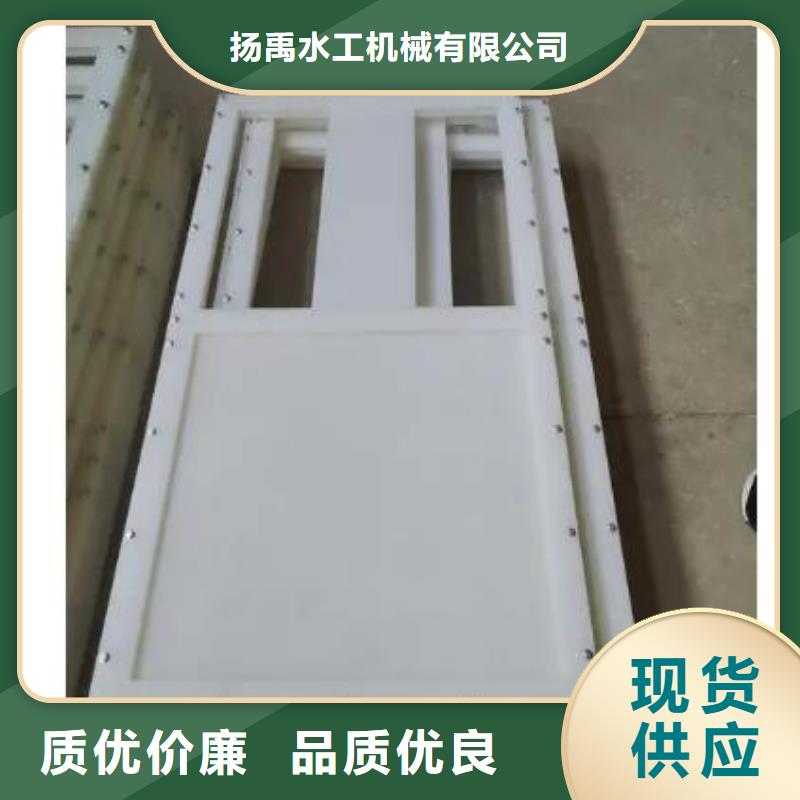
塑料闸门,是我厂进行设计改进的一种给排水及污水处理的理想设备。本闸门的制造加工符合建设部CJ/T3006-1992标准。广泛用于市政、石油、化工、电站、冶金、煤炭、轻工、食品、制药、水利、污水处理等给排水工程中。用在管道口和交汇窑井、泥沙池、污水渠道、原站井水口、清水池等地方,用以截止水流或调节水位。并可与手动、电动、液压启闭机组合配套使用,实现现场操作或远距离集中控制,还可与微机联动控制。
本闸门是由门框、门框盖板、闸板、导轨、密封条、等部件组成。
本闸门具有结构简单,密封性好、耐磨性强、操作简单、安装方便,使用寿命长、规格齐全、适应性广等特点。
还可根据客户要求镶铜止水、镶不锈钢止水、及橡皮止水。



本公司坐落于新河县安家庄,公司是集研发、制造、销售、服务于一体的大型综合性公司,拥有雄厚的技术力量和先进的生产设备以及科学的管理体制,公司主营产品 广东梅州钢制闸门,产品以良好的性能,精良的品质得到了广大客户的认可。 公司具有先进的质量保证体系和科学的检测手段,生产设备先进精良,产品性能达到标准。公司建立完善的质量保证体系,对产品实行严格的质量控制,确保产品达到质量标准,充分满足广大顾客需求。

塑料闸门节吊入后与支臂下端连接,并调整面板半径合格。吊入第2节与*节对接,根据厂内预组装时的定位装置定位,并调整检查各项目合格。依次吊入所有门节,与支臂连接好后进行固定,各节之间点焊定位。
2.4、闸门焊接
门叶焊接前用样板检查面板弧度和弧面半径,以及门叶中心偏差等,检查结果合格后,经监理认可,方可进行拼装焊缝的焊接。门叶焊接按分节由下向上依次进行。每个节间焊缝焊接顺序为隔板、翼板、面板。首***行定位焊接,焊接长度为50mm以上,间距为300mm。完成后检查焊接质量,如有缺陷应后重新焊接。定位焊后进行正式焊接。焊接面板时安排6~8个焊工采用分段退步对称焊接。将正缝焊接60%~80%后,再进行背缝清根和焊接,然后将正缝焊接完成。每条焊缝均采用多层多道焊,焊缝的层间接头应错开,以保证接头焊接质量。 从事焊接的焊工和无损检测人员,必须是取得资质的合格焊工。焊条的保管、烘烤及使用按已规定的程序严格进行。


