



不要满足于简单的文字描述,点击我们的堆焊耐磨板,汉达板打造好品质产品视频,让每一个细节都跃然屏上,为您带来前所未有的视觉体验。
以下是:堆焊耐磨板,汉达板打造好品质的图文介绍

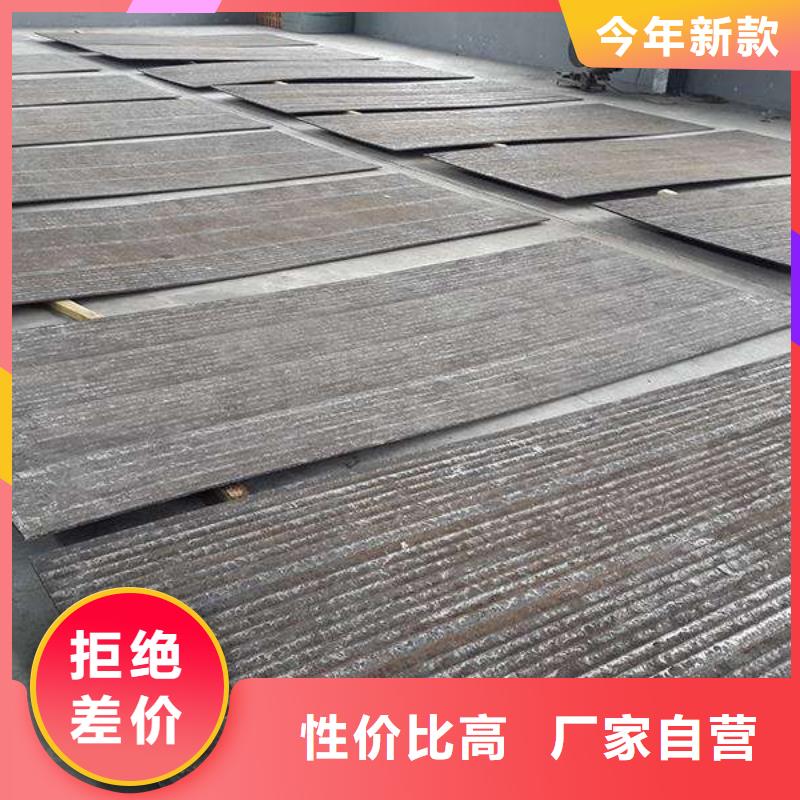
堆焊耐磨板结构是应用大跨度空间结构设计理念并结合仿生学而提出的一种新型结构,该结构具有刚度大、用钢量省、传力路径明确及节点设计简单等优点。计算表明比普通的闸门结构节省了约30%的用钢量。
首先就这种结构的渊源进行探讨,介绍了双拱空间结构的概念是如何提出的,与传统的实腹梁以及普通桁架结构进行比较,体现出了双拱结构的优势,并介绍了双拱形空间钢管结构在挡潮泄洪闸门中的应用情况。之后对双拱结构的参数及形状进行了优化,包括布置榀数、双拱的线型及双拱的厚跨比等,考虑荷载、端跨比、跨度及弦杆等因素的影响。堆焊耐磨板同时根据优化的结果,制定了可查询的设计表格,给设计人员提供了初步设计的依据。


热成型直接成型工艺的优点
(1)在一组模具中成型和淬火片材,这节省了预成型模具的成本并加速了生产节奏。
(2)在加热板材之前,它是一种扁平材料,不仅节省了加热区域的面积以节省能源,而且可以选择各种加热方法,例如,可以使用感应加热炉用于加热。热成型直接成型工艺的缺点是难以形成车载部件的复杂形状,模具冷却系统设计的复杂性以及增加激光切割设备的需要。
目前,用于汽车的热成型高强度钢板被广泛用作含硼合金钢。热成形后硼钢的屈服强度应达到900MPa以上,抗拉强度应达到1500MPa,伸长率应超过6%,硬度应达到45HRC。以上



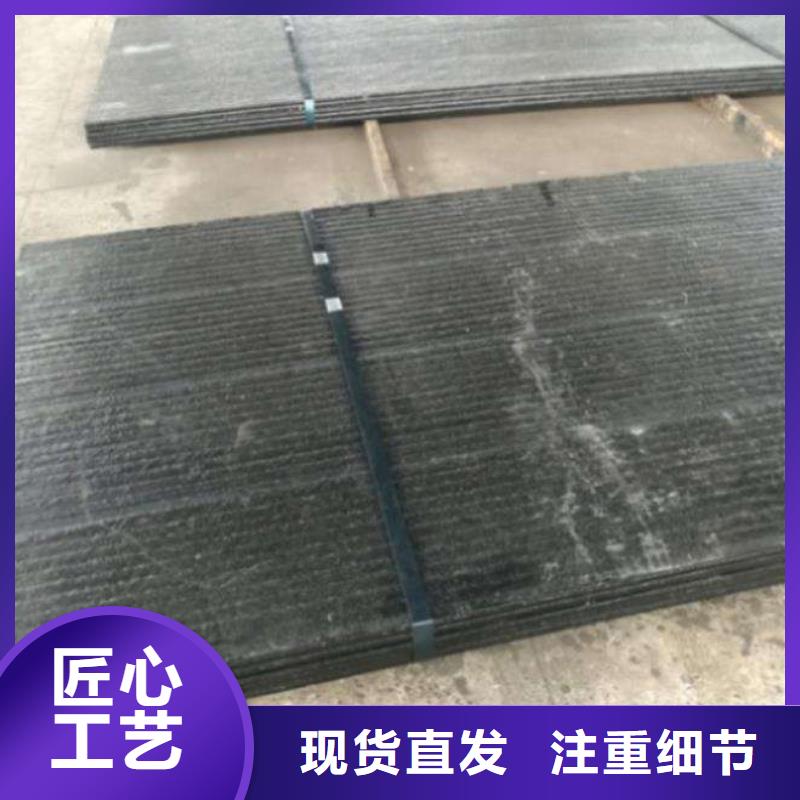
复合耐磨板的运用冷拉率或者冷拉应力叫做双控。冷拔的过程中单纯只依赖冷拉率或者冷拉应力叫做单控,单控的长处是操纵简朴,但是对于材质不平均的钢板来说,逐根试验不可能达到,从而也不能保证质量。关于实验测定的要求:批次同炉灶的测定试件,数目不能少于四个,每个试件都要经由冷拉力测定出相应的冷拉率,该批耐磨板的实际冷拉率就是试件的均匀值,控制应力在冷拔时已经达到了,假如冷拉率没有超过答应值的情况下,可以认定为合格
在使用冷拉控制复合耐磨板时,要经由试验来确定控制值,而对于预应力耐磨板一定要采用双控方式,采用双控则可以很好地解决这方面的问题。如果耐磨板具有较高的强度,均匀冷拉力低于1%时,冷拉时也要按照1%的冷拉率进行控制。假如冷拉率已经达到了答应值,但是冷拉应力还没有达到控制应力,这种情况下的钢板要降低强度使用。

数十年来,涌华金属科技有限公司(茂名分公司)始终引导 堆焊耐磨板制造品质,并持续沉淀,创立数字化,自动化,模具化的工艺标准,各主要 堆焊耐磨板部件已实现专业化、 规模化生产,绝大多数 堆焊耐磨板产品可以满足客户短时间交货的需要。


