





想要一睹钢管折弯,T型钢厂家质量过硬产品的真容吗?快来观看我们的视频吧!我们将带您走进一个全新的世界,感受产品的魅力与品质。
以下是:钢管折弯,T型钢厂家质量过硬的图文介绍


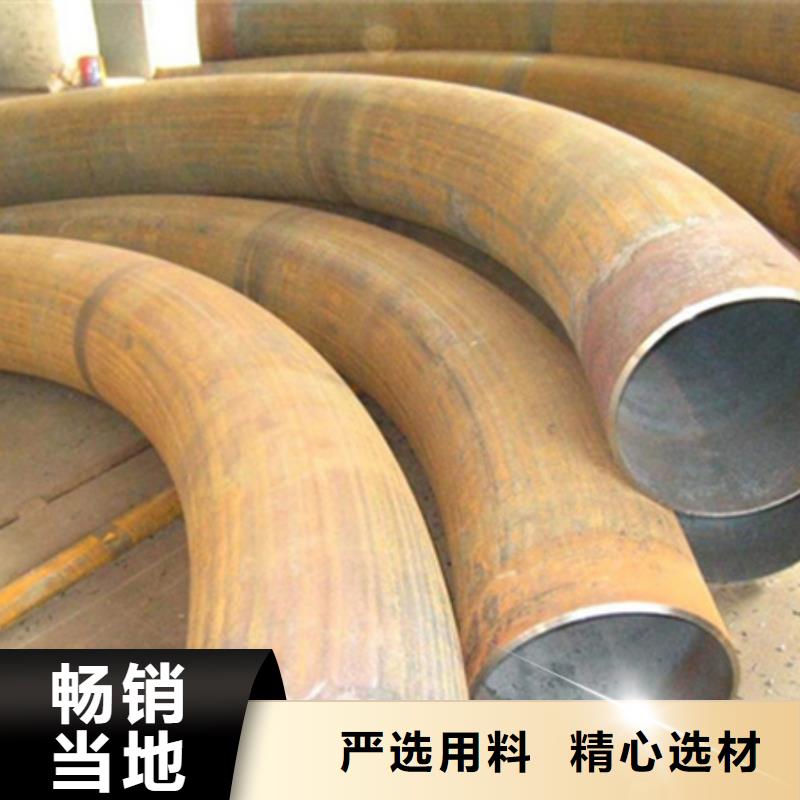
简单介绍一下钢管折弯的工艺特点钢管折弯就是把金属板材、管材和型材弯曲成一定曲率、外形和尺寸的工件的冲压成形工艺。 钢管折弯成形普遍应用于制造高压容器、锅炉汽包、锅炉炉管、船体的钢板及骨肋、各种器皿、仪器仪表构件以及箱柜镶条等。压弯是常用的弯曲办法。所用设备大多为通用的机械压力机或液压机,也有用折弯压力机的。常用的滚弯设备是卷板机。三辊卷板机按三点决议一圆的道理,对板坯停止连续弯曲。三辊卷板机具有两个传动辊(固定)和一个压下辊(可调)。调理压下辊的上下位置即可改动它与传动辊之间的相对间隔。钢管折弯时,板材置于传动辊和压下辊之间。传动辊正反方向交流转动,使板材往复运动。调理压下辊使之逐渐压下,即可将板材弯曲成所需曲率的圆柱面、圆锥面和曲率较小的双曲面。



宏钜天成钢管有限公司专业生产 安徽马鞍山42crmo钢管切割,品质保证,精品齐全,品质保障,值得信赖,可根据客户要求定制加工,其他型号齐全客户随意挑选。

钢管折弯中的损耗计算公式为:b=Q/G×100式中b为成材率,%;Q为合格产品分量,吨;G为投入质料分量,吨。成材率与金属耗费系数K成倒数的联系。b=(G-W)/G×100=1/K. 式中W为出产过程中形成的金属损耗量,吨。可见影响成材率的主要因素是出产过程中产生的各种金属损耗。因而,提高成材率的途径主要是减少各种金属损耗。由于各个轧钢车间用的质料和轧制的产品不同,如有的轧钢车间以钢锭为质料通过中心开坯,轧制成材;有的车间以钢锭为质料直接轧制成材;有的车间以钢坯为质料轧制成材;还有少量车间则是以钢材为质料加工成各种成品钢材的,所以用一种成品率计算方法。难以表示和比较出产过程中金属收得情况,难以反映车间之间在出产技术水平和管理水平上的差异。因而,在成材率的计算上就有不同的方法,如锭一材成材率、锭一坯成坯率、外来坯一材成材率等,各轧钢车间要根据具体情况计算。


