以下是:复合耐磨钢板【Q460C钢板】对质量负责的产品参数
| 产品参数 |
|---|
| 产品价格 | 600/平米 |
|---|
| 发货期限 | 1天 |
|---|
| 供货总量 | 50000 |
|---|
| 运费说明 | 电议 |
|---|
| 最小起订 | 1平方 |
|---|
| 质量等级 | 一级 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 齐全 |
|---|
| 产品品牌 | 多麦金属 |
|---|
| 产品规格 | 1400*3400 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 聊城 |
|---|
| 加工定制 | 支持 |
|---|
| 产品型号 | 齐全 |
|---|
| 可售卖地 | 全国 |
|---|
| 适用领域 | 矿山 机械 水泥 火电厂 |
|---|
以下是:复合耐磨钢板【Q460C钢板】对质量负责的图文视频
复合耐磨钢板【Q460C钢板】对质量负责,【多麦金属】高锰耐磨耐候钢板生产厂家为您提供复合耐磨钢板【Q460C钢板】对质量负责的资讯,联系人:朱经理,电话:17768165506、17768165506,QQ:1946909636,发货地:经济技术开发区创业大厦B塔310发货到浙江省 丽水市 莲都区、青田县、缙云县、遂昌县、松阳县、云和县、庆元县、龙泉市。 浙江省,丽水市 1949年10月,设丽水专区;2000年7月19日,撤销行署建制,设丽水市。丽水市被誉为“浙江绿谷”,境内海拔1000米以上的山峰有3573座,龙泉市凤阳山黄茅尖海拔1929米,庆元县百山祖海拔1856.7米,分别为浙江省、第二高峰。丽水市是全国文明城市、生态示范区、生态保护与建设示范区、中国旅游城市、中国生态旅游城市、浙江省森林城市、浙江高质量发展建设共同富裕示范区首批试点之一、第二批“绿水青山就是金山银山”实践创新基地、第三批社会信用体系建设示范区;全市有多家A级景区,其中缙云仙都景区成为5A级旅游景区。
想要更直观地了解复合耐磨钢板【Q460C钢板】对质量负责产品的特点和功能吗?我们为您准备了视频介绍,相较于图文,视频更能让您轻松掌握产品的核心卖点。
以下是:复合耐磨钢板【Q460C钢板】对质量负责的图文介绍
【多麦金属】高锰耐磨耐候钢板生产厂家座落于经济技术开发区创业大厦B塔310,我公司主要产品有 浙江丽水堆焊耐磨板等,我公司视产品质量为企业的生命,我们从原材料、除锈、涂敷到产品出厂的全过程进行质量跟踪控制。完善的质量管理体系和 先进的检测设备为用户提供优良产品提供可靠保障。
先进的工艺、检测设备,现代化的管理模式,高素质的员工队伍,高比例的专业技术人员,完备的资格,完善售 后服务,
【多麦金属】高锰耐磨耐候钢板生产厂家热忱欢迎国内外用户来我公司考察,指导、洽谈业务,全体员工将谒诚为您提供专业的服务。


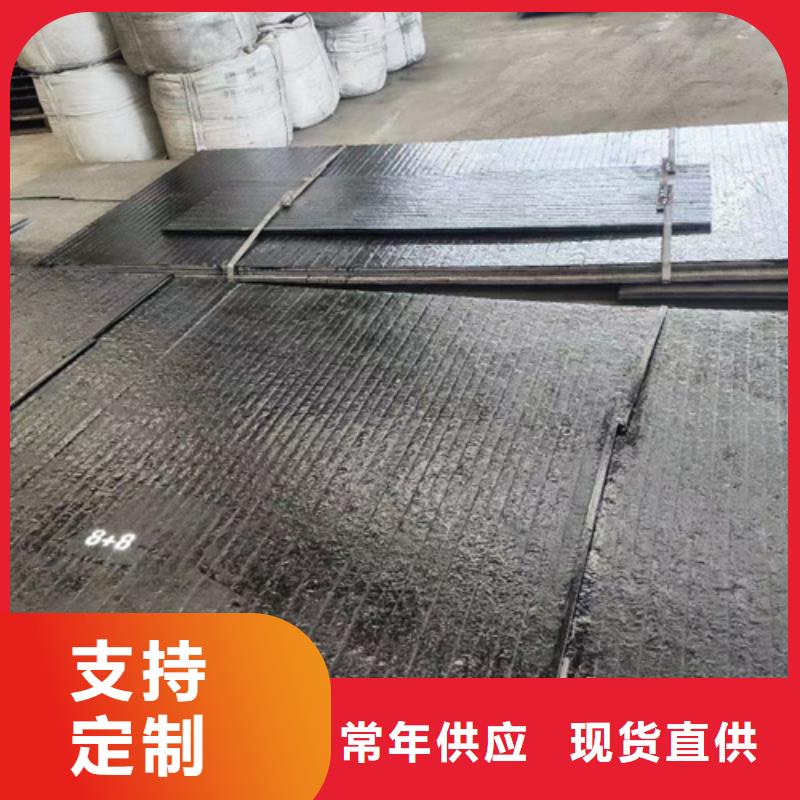
煤仓是燃煤火力发电厂制粉系统中的重要组成部分, 在大 中型机组电厂中,主厂房煤仓多数采用型钢和钢板制成。 由于物料在仓内流动,其与仓壁钢板的摩擦易使板壁受损,同时钢板表面粗糙易造成堵煤。 因此,煤仓内壁在设计时都考虑加设1 层耐磨强度高于普通钢板且表面光滑的KNM60耐磨钢板做煤仓衬板,以延长煤仓使用年限,降低维修率。1、浙江丽水切割:可用等离子切割、浙江丽水碳弧、浙江丽水砂轮锯将大面积复层钢板切割成所需要的形状。佳方法是用空气或者惰性气体等离子弧进行切割,方法是从合金面开始切割。碳弧切割应从基板一面开始切割。如果采用锯片,只能进行直线切割,需要采用碳化硅锯片。2、浙江丽水开孔:大孔可以采用等离子切割,小孔使用电火花机床。装配螺栓用的沉头孔可以用等离子或者碳弧切割加工。3、浙江丽水焊接:大面积复合钢板的母材是可焊接性能很好的钢板,需要两块钢板拼接时,可先将背面母材焊接在一起,然后用相应的堆焊焊条将正面堆焊层填平补齐。耐磨钢板也可以焊接到其他钢结构上。4、浙江丽水塞焊:可用等离子或者碳弧气刨在耐磨钢板上开孔,通过塞焊的方法与其他钢结构件连接。5、浙江丽水螺栓固定:可以用闪光焊或者融化焊的方法将螺栓焊接到钢板的母材上,然后与其他工件连接,也可以在耐磨钢板上开孔,通过螺栓与其他工件连接。复合耐磨钢板



坡口的加工:复合钢板坡口的加工方法,可根据焊接构件的尺寸、浙江丽水本地形状与本单位加工条件选用。一般有以下几种方法:1、浙江丽水本地刨削与车削。对有角度要求的坡口,可以在钢板下料后,采用刨床或刨边机对钢板边缘进行刨削;对圆形工件或钢板开坡口,可以采用车床或钢板坡口机、浙江丽水本地电动车板机等对其边缘进行车削。采用刨削与车削方法可加工各种形式的坡口。2、浙江丽水本地铲削。用风铲铲坡口或挑焊根。3、浙江丽水本地碳弧气刨。利用碳弧气刨枪对钢板坡口加工或挑焊根,与风铲相比,能劳动条件且效率较高,特别是在开U形坡口时 为显著。缺点是要用直流电源,刨割时烟雾大,应注意通风。对已加工好的坡口边缘上的油、浙江丽水本地锈、浙江丽水本地水垢等污物,焊前应 掉,以利于焊接并获得质较好的焊缝,清理时可根据污物种类及具体条件选用钢丝刷、浙江丽水本地电动或风动钢丝刷轮、浙江丽水本地气焊火焰、浙江丽水本地铲刀、浙江丽水本地锉刀等,有时要用除油剂(汽油、浙江丽水本地丙酬、浙江丽水本地四氯化碳等)清洗。复合耐磨钢板


堆焊工艺方法在堆焊前先将明弧堆焊焊丝穿过送丝轮和导电嘴,焊枪接电源正极,基材接电源负极,通电后焊丝先与基材之间形成电弧,随焊枪摆动向前焊接,电弧开始在焊丝与基材之间产生,进人稳定焊接过程。在堆焊过程中,焊枪的摆动宽度应大于焊丝直径的4倍以上,以避免摆动过宽造成焊道两侧熔深过大,摆宽过窄造成成形不良。堆焊过程中的易损件,如导电嘴、浙江丽水送丝轮应及时更换,否则会导致送丝不畅,而产生断弧。焊丝的干伸长度要适中,不能过长或过短(一般25mm)。过长会导致焊道不直,影响焊缝成形;过短会导致断弧,影响连续焊接和板的质量。在实际的生产过程中,我们采用四头堆焊板工艺,同时用四台焊机堆焊。采用这种方法能提高生产效率,降低成本。如堆焊规格为1500mmx3500mm的Q235钢板,当选用2.8mm焊丝,堆焊4mm厚度时,大约只需要3.5h,一人操作即可完成整张板的焊接。同时焊接过程中采用压力水冷技术,既可提高冷却速度,也可提高板的硬度和。焊接速度的选择:从堆焊成形角度讲,焊接速度太小时,由于线能量过大熔化了较多的金属,使熔化金属向焊缝两边流淌,影响焊缝成形,同时容易造成边缘部分与基材间产生未融合的缺陷;焊接速度太大时,会使堆焊层中间下凹或者薄厚不均匀。通过多次试验,我们选择的焊速一般在10~15mm/s之间,随着焊接电流的增加,焊速也略有增加。此外,焊速还影响堆焊层厚度,焊速越快,堆焊层越薄。所以在实际堆焊时,应综合考虑多方面因素来选择焊速。复合耐磨钢板



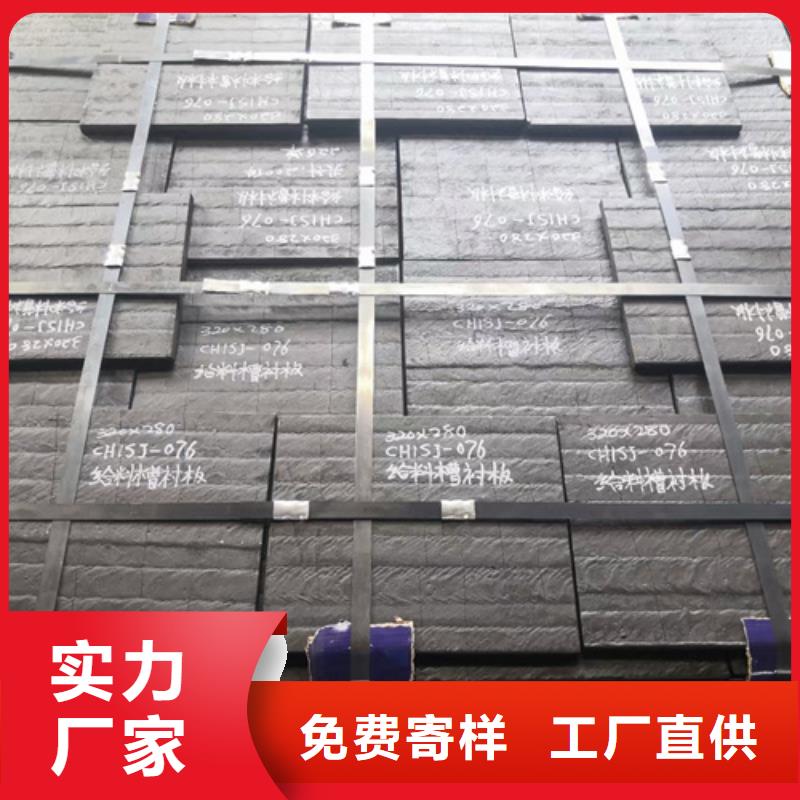
常用碳化铬耐磨钢板焊材碳化铬复合耐磨钢板焊接材料按其复合结构分为基层,过渡层,耐磨层和耐磨层补焊分别采用特种焊接材料进行焊接。特别注意的是焊条在使用前必须经 300℃下1h 的烘焙, 然后在约 100℃下保存。在使用过程中焊条置于保温筒中, 并随用随取。焊条从烘焙箱里取出超过 4h,如果没有用完应重新烘焙。对基本和耐磨层之间的过渡层,在施焊时每侧至少一层焊肉。而对于基层,至焊满,且余高小于 2.5mm.。耐磨层为至少焊两层,且余高不大于 1mm。耐磨层侧完成施焊后,其焊缝一般会出现应力裂纹,如果应力裂纹没有暴露出基层,不需作任何处理。如果应力裂纹暴露出基层,则应该采用耐磨焊条进行补焊处理。焊接作业须在室内场地或有遮风避雨的措施户外作业场地进行,应对焊接作业区域提供适当的防风遮蔽和防护措施。根据信铬钢的特性,在与法兰连接时,仍需采用特殊施工工艺。管件伸入法兰内圆,且法兰内圆开大坡口,基板与法兰采用普通焊条连接,焊缝堆至于管体平齐, 然后采用信铬钢耐磨焊条将基板与耐磨层堆焊,焊缝厚度为10mm, 这样特殊的制作工艺增加了许多施工量,但只有这种工艺才能完全保护基板在使用中,不会出现耐磨层未被磨损完全前基层就开始发生磨损,从而造成信铬钢失去其耐磨功能。复合耐磨钢板

在浙江省丽水市采买复合耐磨钢板【Q460C钢板】对质量负责到【多麦金属】高锰耐磨耐候钢板生产厂家,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:朱经理-17768165506,QQ:1946909636,地址:《经济技术开发区创业大厦B塔310》。