联系我们

钢板喷漆无缝管定制零售批发
更新时间:2025-02-05 23:45:22 浏览次数:1 公司名称:天津 鑫铭万通商贸有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 厂家 | 天津鑫铭耐磨材料 |
| 价格 | 8-10 |
| 是否定制 | 可以 |
| 是否切割 | 可以 |
| 运输 | 汽运,含运费 |
| 颜色 | 黑色 |
| 硬度 | 60-62HRC |
| 尺寸 | 1400*3400 |
| 厚度 | 5+3 6+4 6+6 8+4 8+6 8+8 10+4 10+6 10+8 10+10 12+6 |

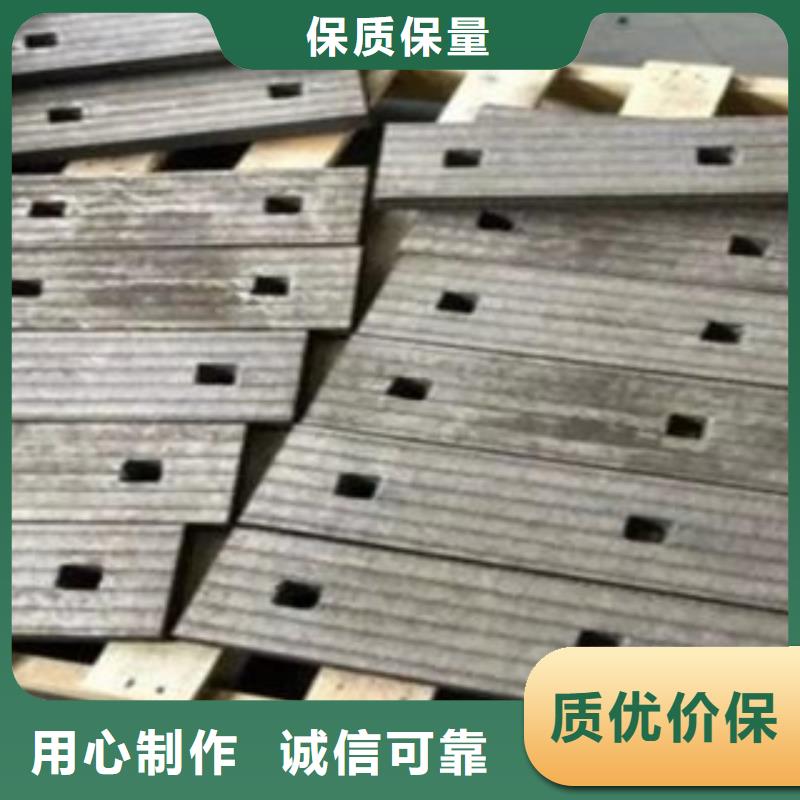
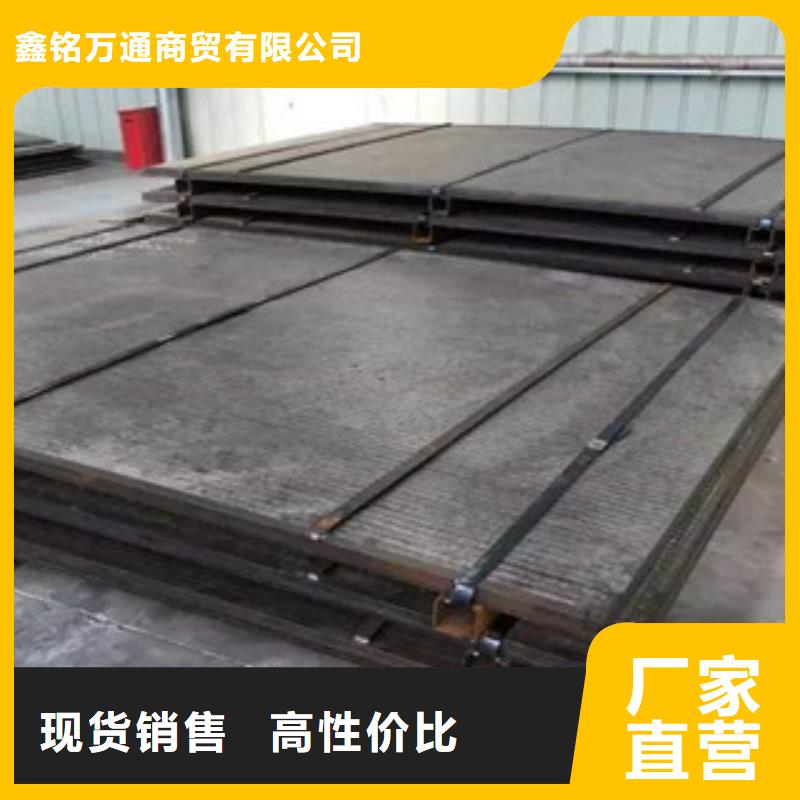



双金属耐磨板质高价低
双金属耐磨板焊接工艺的关键
采用常用的焊接方法焊接时,要保证焊缝和过热区的低温韧性,这是双金属耐磨板焊接工艺的关键。
双金属耐磨板多用于制造低温压力容器,必须防止在制造过程中产生引起脆性破坏的一切因素。焊接工艺应特别注意以下几点:
① 焊条、焊剂使用前需要在330~480℃保温1~2h烘干;焊丝去除油锈;焊接坡口焊前把水、锈、油污等干净。
② 定位焊道长度应不小于40mm。



鑫铭万通商贸有限公司凭借良好的信誉,雄厚的实力,优质的产品,低廉的价格,周到的服务赢得了广大客户的信赖。我们在“诚信务实,追求卓越”的经营理念指导下,不断进步。主营产品:(云南丽江) 本地 云南丽江喷漆无缝管。本公司在长期的经营业务中与各大厂建立了长期稳固的业务合作关系。


双金属复合衬板的焊缝余高控制
主要阐述了控制输送用埋弧焊双金属复合衬板内、外焊缝余高的重要性。焊缝的余高大,则焊缝的应力集中系数大,容易形成应力腐蚀裂纹。外焊缝余高大,不利于防腐;内焊缝余高大,将会增加输送介质的能源损失等。
埋弧焊双金属复合衬板对焊接质量的评价,首先是看内、外焊缝的余高及其形状控制得好不好,焊缝流线是否规整。焊缝余高大且不是圆滑过渡过,则焊缝焊趾部位的应力集大系数大,对抗SCC不利。此外,外焊缝余高大,会给管子的陈记腐作业增加难道,成本增高;内焊的余高大,则对管道输送介质的摩擦阻力大,管输耗能也就大。因此,在生产埋弧双金属复合衬板时,必须控制内、外焊缝的余高。API 5L 标准中规定的焊缝余高只是 标准,而油气输送管线和海洋用管均将焊缝余高控制在2.5mm以下。



为增大或恢复高铬耐磨复合板焊件尺寸,或使高铬耐磨复合板焊件表面获得具有特殊性能熔敷金属而进行的焊接称为堆焊。其含义有二: 一是利用堆焊方法改变高铬耐磨复合板焊件的尺寸,焊后高铬耐磨复合板焊件的表面性能基本上不发生变化;二是利用堆焊方法使高铬耐磨复合板焊件表面获得耐磨 、耐热或耐腐蚀等特殊性能的熔敷金属层,从而使得高铬耐磨复合板焊件的表面性能发生了本质上的变化(堆焊金属层与高铬耐磨复合板焊件多属异种材质)。堆焊的优点如下:
1、可提高零件的使用寿命及耐磨、耐热、耐腐蚀等性能。
2、由于堆焊制造了双金属层,从而节省了大量的合金材料,并获得优异的综合性能, 使材料的利用更合理,进而降低了制造成本。
3、缩短修理和更换零件时间,提高了生产率,降低了生产成本。堆焊多属于熔焊范畴。堆焊时需考虑以下问题:
