


想要一睹厚壁钢管精密管产地厂家直销产品的风采吗?这个视频将用直接的方式展示产品的卓越性能,保证让您大饱眼福。
以下是:厚壁钢管精密管产地厂家直销的图文介绍
亚电物资有限公司地处汇通物流园,是一家专业从事 辽宁Q355C方矩管销售、运输为一体的综合性现代化企业,提供 辽宁Q355C方矩管价格行情,公司主营产品 辽宁Q355C方矩管。欢迎新老客户咨询铝板价格,24小时免费咨询。

国外标准:ISO3305光端精密焊接钢管交货技术条件、ISO3306焊后完径光端精密钢管交货技术条件、JISG3445机械结构用碳钢钢管、JASOC301-1977汽车传动轴用碳素钢管、DIN2293特殊尺寸的焊接精密钢管、DIN2394一次冷拔式冷轧精密焊接钢管等、DIN2395 矩形或方形断面精密焊接钢管。据海关统计,今年前4个月全国出口精密管3690万吨,同比增长76%,增长势头较为强劲。陈克新说,如果按照今年前4个月的出口情况简单推算,预计全年精密管出口量将达到11亿吨。2016年我国精密管出口量能够保持较大规模水平,主要存在三个方面因素:
首先,世界经济继续增长格局未变。在这个大格局下全球精密管需求继续增长,虽然势头脆弱疲软但并没有停滞。对比全球主要经济体精密管需求和钢铁产能,全球新增精密管需求对于我国出口的依赖将有增无减。这就使得2016年我国精密管出口总量不会低于上年水平。
其次,频繁反倾销并非我国精密管出口主要地区。近年来对于我国精密管频繁反倾销的主要是欧盟和美国,但我国对欧美 精密管出口占比重不大。即便因为反倾销关税提高,使得今后我国对欧美 精密管出口明显下降,也不过是减少几百万吨,不会从根本上动摇我国精密管出口的数量规模。
首先,世界经济继续增长格局未变。在这个大格局下全球精密管需求继续增长,虽然势头脆弱疲软但并没有停滞。对比全球主要经济体精密管需求和钢铁产能,全球新增精密管需求对于我国出口的依赖将有增无减。这就使得2016年我国精密管出口总量不会低于上年水平。
其次,频繁反倾销并非我国精密管出口主要地区。近年来对于我国精密管频繁反倾销的主要是欧盟和美国,但我国对欧美 精密管出口占比重不大。即便因为反倾销关税提高,使得今后我国对欧美 精密管出口明显下降,也不过是减少几百万吨,不会从根本上动摇我国精密管出口的数量规模。

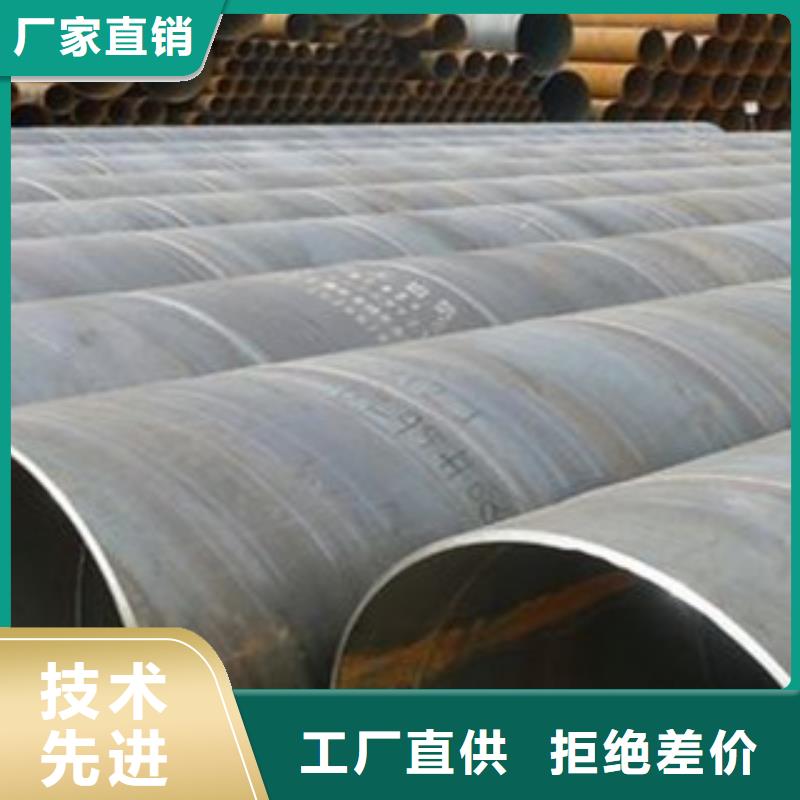
精密管(SSAW)是带钢卷管时其前进方向与成型管中心线有成型角(可调整),边成型边焊接,其焊缝成螺旋线,优点是同一规格的带钢可生产多种直径规格的钢管,原料适应范围较大,焊缝可避开主应力,受力情况较好,缺点是几何尺寸较差,焊缝长度相比直缝管长,易产生裂纹、气孔、夹渣、焊偏等焊接缺陷,焊接应力呈拉应力状态。
精密管生产厂家国外将此工艺改进后将原料改为,使成型与焊接分开,经预焊和精悍,焊后冷扩径,则其焊接质量接近UOE管,目前国内尚无此种工艺,是我国厂改进的方向。“西气东输”所用仍然是按传统工艺生产,只是管端进行了扩径。美国、日本和德国总体上否定SSAW,认为主干线不宜使用SSAW;加拿大和意大利部分使用SSAW,俄罗斯少量使用SSAW,而且都制定了非常严格的补充条件,由于历史原因,国内主干线多数还是使用SSAW。
精密管生产厂家国外将此工艺改进后将原料改为,使成型与焊接分开,经预焊和精悍,焊后冷扩径,则其焊接质量接近UOE管,目前国内尚无此种工艺,是我国厂改进的方向。“西气东输”所用仍然是按传统工艺生产,只是管端进行了扩径。美国、日本和德国总体上否定SSAW,认为主干线不宜使用SSAW;加拿大和意大利部分使用SSAW,俄罗斯少量使用SSAW,而且都制定了非常严格的补充条件,由于历史原因,国内主干线多数还是使用SSAW。


尺寸精度高和表面光洁度好的小口径无缝管生产方法
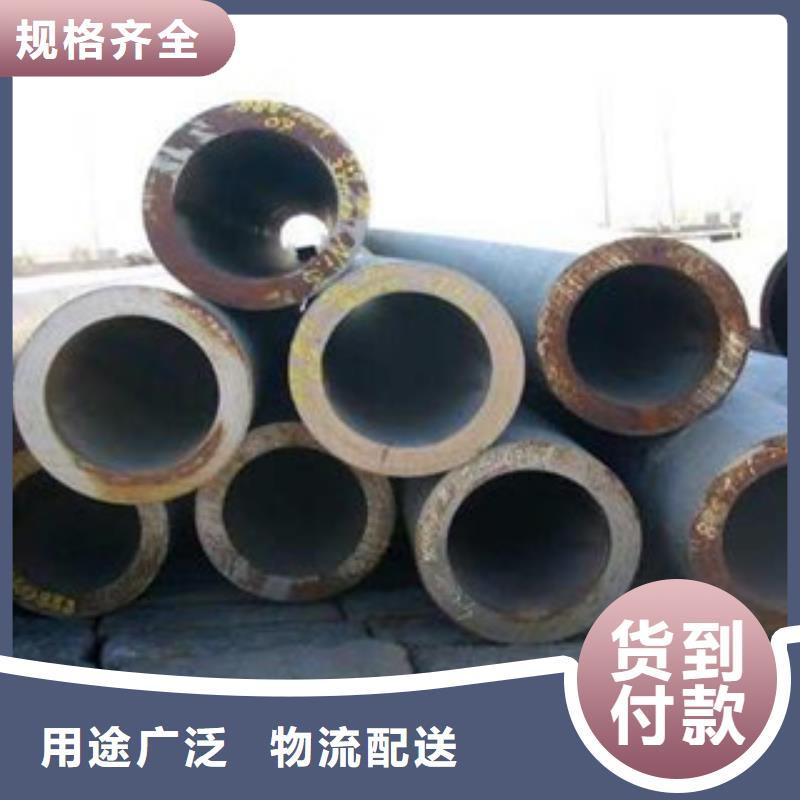
小口径精密管是用于机械结构、液压设备的尺寸精度高和表面光洁度好的小口径无缝管。选用精密无缝管制造机械结构或液压设备等,可以大大节约机械加工工时,提高材料利用率,同时有利于提高产品质量。 小口径无缝管按生产方法不同可分为热轧管 、冷轧管 、冷拔管 、挤压管等, 热轧无缝管一般在自动
轧管机组上生产, 实心管坯经检查并表面缺陷截成所需长度, 在管坯穿孔端端面上定心 然后送往加热炉加热 在穿孔机上穿孔 在穿孔同时不断旋转和前进, 在轧辊和顶头的作用下, 管坯内部逐渐形成空腔称毛管, 再送至自动轧管机上继续轧制 经均整机均整壁厚, 经定径机定径, 达到规格要求, 利用连续式轧管机组生产热轧无缝钢管是较先进的方法, 若欲获得尺寸更小和质量更好的无缝管, 必须采用冷轧 冷拔或者两者联合的方法冷轧通常在二辊式轧机上进行,小口径无缝管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制, 冷拔通常在单链式或双链式冷拔机上进行, 挤压法即将加热好的管坯放在密闭的挤压圆筒内穿孔棒与挤压杆一起运动, 使挤压件从较小的模孔中挤出, 此法可生产直径较小的钢管。
小口径精密管是用于机械结构、液压设备的尺寸精度高和表面光洁度好的小口径无缝管。选用精密无缝管制造机械结构或液压设备等,可以大大节约机械加工工时,提高材料利用率,同时有利于提高产品质量。 小口径无缝管按生产方法不同可分为热轧管 、冷轧管 、冷拔管 、挤压管等, 热轧无缝管一般在自动
轧管机组上生产, 实心管坯经检查并表面缺陷截成所需长度, 在管坯穿孔端端面上定心 然后送往加热炉加热 在穿孔机上穿孔 在穿孔同时不断旋转和前进, 在轧辊和顶头的作用下, 管坯内部逐渐形成空腔称毛管, 再送至自动轧管机上继续轧制 经均整机均整壁厚, 经定径机定径, 达到规格要求, 利用连续式轧管机组生产热轧无缝钢管是较先进的方法, 若欲获得尺寸更小和质量更好的无缝管, 必须采用冷轧 冷拔或者两者联合的方法冷轧通常在二辊式轧机上进行,小口径无缝管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制, 冷拔通常在单链式或双链式冷拔机上进行, 挤压法即将加热好的管坯放在密闭的挤压圆筒内穿孔棒与挤压杆一起运动, 使挤压件从较小的模孔中挤出, 此法可生产直径较小的钢管。


