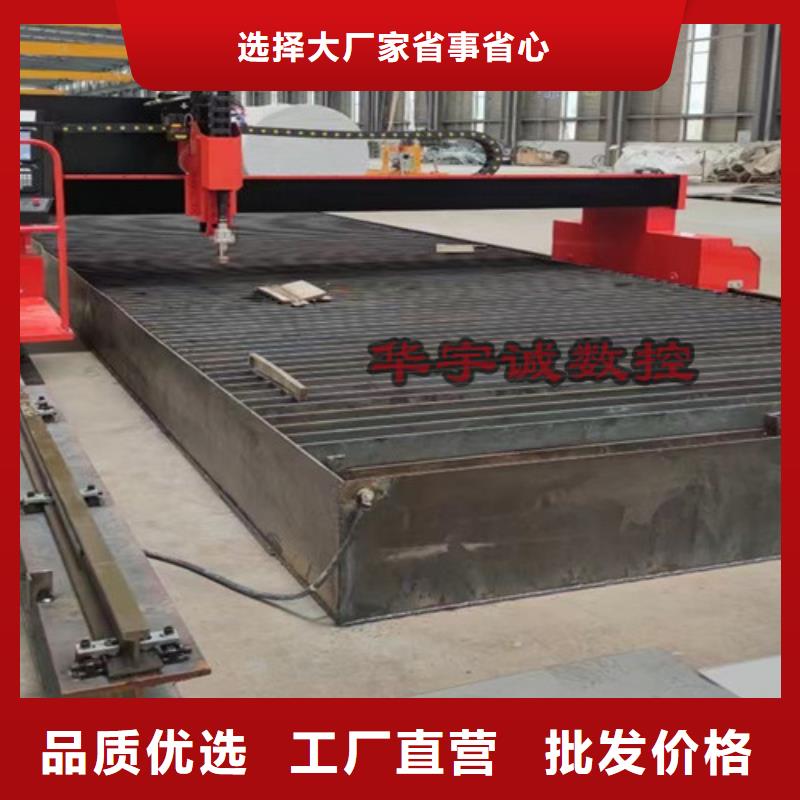
以下是:数控等离子切割机全自动卷板激光切割生产线现货实拍的产品参数
| 产品参数 |
|---|
| 产品价格 | 电仪 |
|---|
| 发货期限 | 3天 |
|---|
| 供货总量 | 999 |
|---|
| 运费说明 | 供方支付 |
|---|
| 最小起订 | 1 |
|---|
| 是否厂家 | 生产厂家 |
|---|
| 产品材质 | 钢结构 |
|---|
| 产品品牌 | 华宇诚数控 |
|---|
| 产品规格 | 3000×1500/4000×1500/4000×2000/6000×2000/6000×2500/8000X2500 |
|---|
| 加工定制 | 是 |
|---|
| 产品型号 | YCLM-4000 |
|---|
| 质保时间 | 2年 |
|---|
| 适用领域 | 金属钢板切割 |
|---|
以下是:数控等离子切割机全自动卷板激光切割生产线现货实拍的图文视频
在西藏拉萨市采购数控等离子切割机全自动卷板激光切割生产线现货实拍请认准华宇诚数控科技有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:-18986290037,QQ:1051088151,地址:武汉江夏区庙山工业园特1号发货到西藏 拉萨市 城关区、林周县、当雄县、尼木县、曲水县、堆龙德庆区、达孜区、墨竹工卡县)。 西藏自治区,拉萨市 拉萨市是首批历史文化名城,拉萨以风光秀丽、历史悠久、风俗民情独特、宗教色彩浓厚而闻名于世。七世纪,松赞干布统一全藏,将政治中心从山南迁到拉萨。1951年5月23日,西藏和平解放,拉萨成为自治区首府。1960年国务院正式批准拉萨为地级市。拉萨先后荣获中国旅游城市、欧洲游客喜爱的旅游城市、全国文明城市、中国感城市、中国特色魅力城市200强、世界特色魅力城市200强、2018畅游中国100城等荣誉称号。2018年4月2日,入选开展创新型城市建设的名单。2018年11月,入选中国城市小康指数前100名。
| 产品参数 |
|---|
| 产品价格 | 电仪 |
|---|
| 发货期限 | 3天 |
|---|
| 供货总量 | 999 |
|---|
| 运费说明 | 供方支付 |
|---|
| 最小起订 | 1 |
|---|
| 是否厂家 | 生产厂家 |
|---|
| 产品材质 | 钢结构 |
|---|
| 产品品牌 | 华宇诚数控 |
|---|
| 产品规格 | 3000×1500/4000×1500/4000×2000/6000×2000/6000×2500/8000X2500 |
|---|
| 加工定制 | 是 |
|---|
| 产品型号 | YCLM-4000 |
|---|
| 质保时间 | 2年 |
|---|
| 适用领域 | 金属钢板切割 |
|---|
想要快速了解数控等离子切割机全自动卷板激光切割生产线现货实拍产品?视频给你直观的感受!
以下是:数控等离子切割机全自动卷板激光切割生产线现货实拍的图文介绍

市场上生产数控等离子切割机厂家很多,规模和质量也是参差不齐的。所以有的人该问了,到底该如何选择数控等离子切割机呢?其实每个人见识和立场不一样,想法也是不一样的。其实适合自己的还是要根据自身的需要来选择。接下来数控切割机厂家为您分享一下,选择数控等离子切割机时的注意事项。
数控等离子切割机该如何选择?
1、首先需要确定你要切割的材质和厚度。材质和厚度的不同,决定了你选择的切割方式。10mm以下碳钢用等离子切割,10-25mm碳钢等离子、数控火焰切割机均可,25mm以上碳钢所用等离子电源价格较高(且切割坡度较明显),小型企业尽量考虑火焰切割。
2、确定一下你是持续长时间的切割还是自动设置切割,及时检查机器的工作负载持续率。
3、数控等离子切割机的割炬上有各种外部零件是快速消费品,容易损耗。寻找耗材少的,能节省不少的成本。
4、寻找高配置的数控等离子切割机,虽然高配置不一定代表高精度,但是高配置的数控等离子切割机在质量上会更耐用一点。


华宇诚数控科技有限公司已成为综合实力具有一定规模的 西藏拉萨光纤激光切割机床生产厂家,现有固定资金200万,员工60人,且位于有着 西藏拉萨光纤激光切割机床生产基地之的西藏拉萨工业区,交通便利。 我厂在多年的运营中形成了具有独特的生产经营模式,检测设备齐全,开发产品快周期短且具有较强的新产品开发能力,销售和技术服务的合理体制以及产品质量保证体系的专业化 西藏拉萨光纤激光切割机床生产厂家。



数控等离子切割机电弧功率数控等离子切割机为了获得高压缩性的等离子弧切割电弧,切割喷嘴都采用了较小的喷嘴孔径、较长的孔道长度并加强了冷却效果,这样可以使得喷嘴有效断面内通过的电流增加,即电弧的功率密度加大。但同时压缩也使得电弧的功率损失加大,因此,实际用于切割的有效力量要要比电源输出的功率小,其损失率一般在25%~50%之间,有些方法如水压缩等离子弧切割的力量损失率会更大,在进行切割工艺参数设计或切割成本的经济核算时应该考虑这个问题。在工业中使用的金属板厚大多是在50mm以下,在这个厚度范围内用常规的等离子弧切割往往会形成上大下小的割口,而且割口的上边缘还会导致切口尺寸精度下降并增加后续加工量。当采用氧和氮气等离子弧切割碳钢、铝和不锈钢时,当板厚在10~25mm范围内时,通常是材料越厚,端边的垂直度越好,其切割棱边的角度误差在1度~4度。当板厚小于1mm,随板厚的减小,切口角度误差从3°~4°增加到15°~25°。一般认为,这种现象的产生原因是由于等离子射流在割口面上的热输入不平衡所致,即在割口的上部等离子弧力量的释放多于下部。这个力量释放的不平衡,与很多工艺参数密切相关,如等离子弧压缩程度、切割速度及喷嘴到工件的距离等。增加电弧的压缩程度可以使高温等离子射流延长,形成更为均匀的高温区域,同时加大射流的速度,可以减小切口上下的宽度差。然而,常规喷嘴的过度压缩往往会引起双弧现象,双弧不但会损耗电极和喷嘴,使切割过程无法进行,而且也会导致切口质量的下降。另外,过大的切割速度和过大的喷嘴高度都会引起切口上下宽度差的增加。(以上内容摘自国内百科网)

华宇诚数控科技有限公司【18986290037】在西藏拉萨市本地专业从事数控等离子切割机全自动卷板激光切割生产线现货实拍,价格低,发货快,效果好 ([城市群])可送货上门。