


我们精心制作的采购(江泰)1cr5mo无缝钢管必看-图文介绍产品视频已经准备就绪,【解锁新品!】采购(江泰)1cr5mo无缝钢管必看-图文介绍产品视频,带你穿越新品体验之旅!
以下是:采购(江泰)1cr5mo无缝钢管必看-图文介绍的图文介绍
我司是一家面向全国客户销售批发: 青岛崂山热轧无缝钢管、 青岛崂山热轧无缝钢管, 青岛崂山热轧无缝钢管等系列产品。
我们的宗旨是:提供优质铸造产品,让客户满意、放心!
我们的理念是:诚信、专业、务实、共赢。
1cr5mo无缝钢管必看-图文介绍")
1cr5mo无缝钢管必看-图文介绍")
1cr5mo无缝钢管必看-图文介绍")
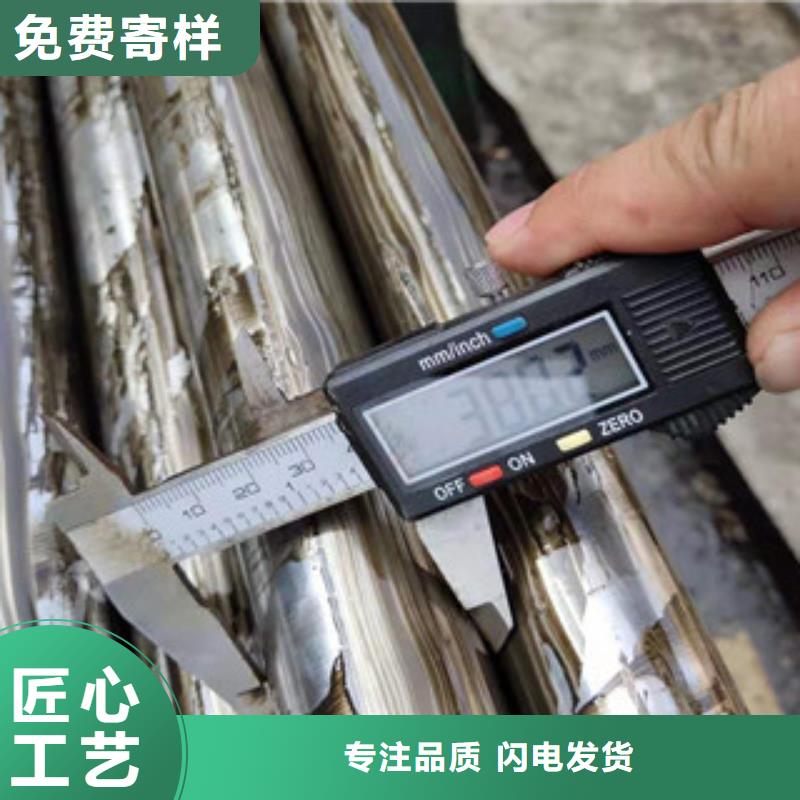
热轧 圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库 精密管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。精密管的规格用外径*壁厚毫米数表示。精密管分热轧和冷轧(拨)精密管两类。热轧精密管分一般钢管,低、中压锅炉钢管,高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、地质钢管和其它钢管等。冷轧(拨)精密管除分一般钢管、低中压锅炉钢管、高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、其它钢管外,还包括碳素薄壁钢管、合金薄壁钢管、不锈薄壁钢管、异型钢管。热轧无缝管外径一般大于32mm,壁厚 2.5-200mm,冷轧精密管处径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm,冷轧比热轧尺寸精度高
1cr5mo无缝钢管必看-图文介绍")
1cr5mo无缝钢管必看-图文介绍")
1cr5mo无缝钢管必看-图文介绍")
孔型封闭性差:20#精轧管机孔型中封闭较好的变形段是轧辊喉径,从喉径处往前、往后孔型的封闭性均较差,这对轧制薄壁管不利。轧制薄壁管和极薄壁管导盘消耗量较大:在轧制D/S≥38的荒管时,宽展量大,导盘间距收小,导盘与轧辊之间的间隙小,导盘磨损量大,还容易造成导盘崩边。轧制荒管头尾削尖技术:在连轧管机上将毛管两端削尖减薄是很困难的,因为轧制压力太大,同时也没有用来改变孔型尺寸的适当时间,轧制速度太高。但在20#精轧管机组上,毛管的轧制速度约为连轧管轧机速度的1/6,在轧制管端时就由时间来改变轧辊压下以便得到所希望的管段减薄削尖,以利于张力减径提高成材率,今后,这是一个研究点。
提高芯棒限动速度:目前速度为0.08-0.30m/s。芯棒限动速度过低,芯棒与轧件内表面相对速度大,摩擦力大,芯棒磨损就大;芯棒限动速度高,则有利于金属轴向流动,提高荒管出口速度。
提高芯棒限动速度:目前速度为0.08-0.30m/s。芯棒限动速度过低,芯棒与轧件内表面相对速度大,摩擦力大,芯棒磨损就大;芯棒限动速度高,则有利于金属轴向流动,提高荒管出口速度。
1cr5mo无缝钢管必看-图文介绍")
1cr5mo无缝钢管必看-图文介绍")
总之,对于整个行业而言,只有规范化、标准化生产,才能在市场竞争中占据一席之地。本次“寻找中国好钢管,新国标中国落地核查行动”只是落实新国标的一个推进器。未来,践行新国标依然需要钢管行业企业的集体参与,才能迎来质的飞跃。2016年,中国建筑业总产值达19.35万亿元,其中建筑业增加值达4.95万亿元,该数字已超过美国,居全球 位。特色化小镇建设、棚户区改造,中国建筑行业依然处于发展的风口当中。只是,和古代那些百年屹立不倒的古建筑相比,现在钢筋混凝土建筑却经常出现“早衰”迹象。之所以会出现这种情况,原因主要来自两个方面:一方面是在施工过程中钢筋混凝土构筑的建筑“骨骼”偷工减料,时间久了建筑出现“骨质疏松”情况;另一方面则更多因为构成建筑“血管”的各类管道老化速度过快,直接导致现代建筑经常“开膛破肚”进行维修,进而影响到了建筑的整体寿命。
1cr5mo无缝钢管必看-图文介绍")
1cr5mo无缝钢管必看-图文介绍")
1cr5mo无缝钢管必看-图文介绍")
