




无缝钢管的应用处理方式
1、无缝钢管支管打磨抛光:激光切割结束,应应用磨光机对支管塑层开展打磨抛光解决,其目地是防止在法兰盘焊接时使塑层产生熔融乃至点燃使管路毁坏。应用磨光机将支管塑层开展打磨抛光。
2、无缝钢管镀塑解决:打磨抛光结束,应用co2、C2H2在管路外界对支管开展加温,加温到內部塑层一部分有熔融状况,随后技术工人将用准备好的静电粉末对支管匀称擦抹,应留意一定要擦抹及时,法兰片镀塑要擦抹到防水线之上。此全过程应严控加温溫度,如溫度过高,在镀塑过程中将会出现汽泡造成,无缝钢管要多少钱,如溫度过低,在镀塑全过程中静电粉末熔融不彻底,无缝钢管要多少钱一吨,之上状况在管路交付使用后都是会造成塑层掉下来的状况,zui终管路无缝钢管一部分被浸蚀毁坏。
3、无缝钢管激光切割:依据具体所需管道长短,对管路应应用金属材料锯、无齿锯激光切割。在激光切割全过程中,应用水焊时务必有原料的维护方式。激光切割时,应选用防火耐高温原材料做为隔板,在激光切割时捕获火苗和热铁豆,以维护原料的初始塑胶层。
4、无缝钢管管路联接:补塑结束,热镀锌凹槽管生产厂家,将管路与管材联接安裝,在联接全过程中法兰盘中间加橡胶板,拧紧地脚螺栓时拧紧到密封性情况。




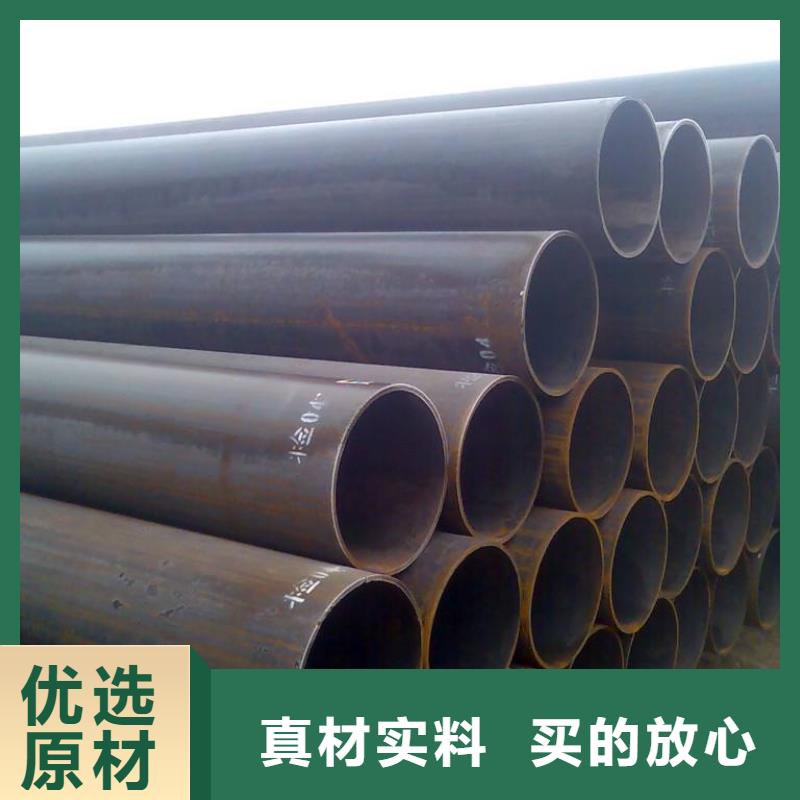
无缝钢管型号-无缝管单价-无缝管规格
无缝管的生产工艺可以分为冷拔与热轧两种,冷轧无缝管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到相应的标准。外观上冷轧无缝管要短于热轧无缝管,冷轧无缝管的壁厚一般比热轧无缝管要小,但是表面看起来比厚壁无缝管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。
热轧无缝管的交货状态一般是热轧状态经过热处理后进行交货。热轧无缝管在经过质检后要经过工作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验,*后贴上标签、进行规格编排后放置到到仓库当中。
圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库 无缝管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。无缝管的规格用外径*壁厚毫米数表示。
热轧无缝管外径一般大于32mm,壁厚2.5-200mm,冷轧无缝管外径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm,冷轧比热轧尺寸精度高。
一般用无缝管是用10、20、30、35、45等优质碳结钢16Mn、5MnV等低合金结构钢或40Cr、30CrMnSi、45Mn2、40MnB等合结钢热轧或冷轧制成的。10、20等低碳钢制造的无缝管主要用于流体输送管道。45、40Cr等中碳钢制成的无缝管用来制造机械零件,如汽车、拖拉机的受力零件。一般用无缝管要保证强度和压扁试验。热轧钢管以热轧状态或热处理状态交货;冷轧以热处理状态交货。