



更新时间:2025-01-24 01:22:21 浏览次数:14 公司名称:洛阳 纵横机械制造有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 厂家/产地 | 纵横机械/洛阳 |
| 主要材料 | 橡胶 |
| 生产工艺 | 热硫化或冷粘 |
| 产品规格 | 按要求订做 |
| 断裂强度 | 17 |
| 扯断伸长率 | 550 |
| 衬里硬度 | 60±5 |
| 定伸应力 | 10 |
| 剥离强度 | 7 |
| 磨耗减量 | 0.1 |
| 应用领域 | 矿山、电力、冶金、化工等 |
| 连接方式 | 法兰连接 |
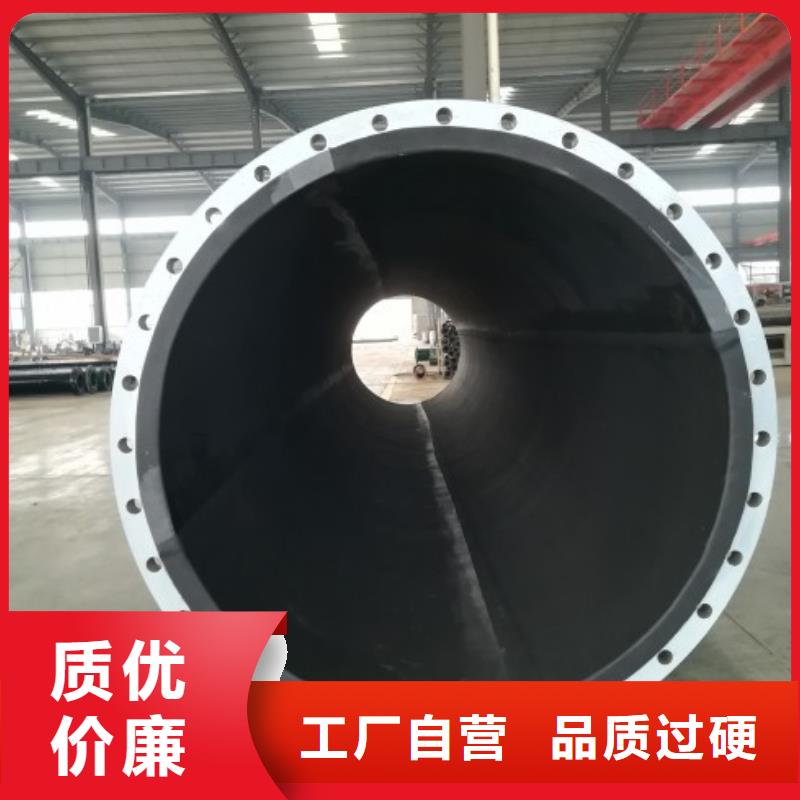





衬胶管道制作流程:
1. 喷砂。经检验合格,可以进行衬胶施工的罐体,用吸入式喷砂法进行喷砂除锈。操作风压不低于0.4~0.5Mpa,所用铜渣(粒径1.5~2.5mm)干燥后才能使用。喷砂自上而下进行。喷砂操作必须连续,单台罐体必须当天喷完。罐体体不允许有漏喷现象,粗糙度达到HG32-90《橡胶衬里化工设备》中规定的SA2.5级。罐体里铜渣等各种杂质必须立即清理干净。
2. 清洗。整个罐体喷砂完工后,用毛刷刷去表面浮尘,边刷边用甲苯等溶剂清洗一遍。胶板粘接面(毛面、有细花纹)同时用甲苯等清洗一遍。
3. 涂固化剂。等溶剂挥发干(约10~20min)后,立即涂上固化剂璜时得HSD-450。固化剂薄薄、稀稀地涂上一遍。涂刷要均匀,不允许漏刷、堆积。罐体刷过固化剂,等挥发干后(约25~40min),即可涂刷胶粘剂。刷过固化剂的罐体,不得受水、潮气、溶剂等侵害和污染,应在10h内涂完胶粘剂,多不能超过24h。
4. 胶粘剂的配制。固化剂的重要百分比为4%~5%。每次称取璜时得LDJ-246胶粘剂2.4kg,加入HSD-450固化剂一小瓶100g,边倒边用刷子搅拌均匀。用刷子沾胶粘剂感觉一下,一提取即往下流、不堆积则正好。若粘度大,可加入甲苯稀释。配制的胶粘剂必须在4h内用完。
5. 胶板下料。先照罐体下好样板,再裁胶板,力求准确、节约,适当考虑余量。坡口宽度为厚度的3~3.5倍,坡口处用于提砂轮机打磨。粘合面应保持清洁,不干净处用甲苯清洗。
6. 涂胶粘剂。在钢板、胶板粘接面(毛面、有细花纹)各均匀地涂刷两遍,不得有堆积、漏刷现象。等胶粘剂挥发达“触干”(用于指粘试,溶剂挥发干但仍有粘性,约20~40min),即可粘贴胶板。涂过胶粘剂的钢板、胶板,一定要在60min内粘贴完。
7. 衬贴胶板。胶板粘面往钢板上贴覆,粘贴后,用压辊滚压,压实压紧,用橡皮锤轻轻振打。坡口搭接方向顺液体搅拌流动方向(顺时针方向)。胶板不得起皱或受力变薄。补贴顺序:顶→罐体四壁→底部。罐体刷过固化剂,等挥发干后(约25~40min),即可涂刷胶粘剂。顶、四壁衬胶完毕、检验合格后,方可拆除脚手架进行底部衬胶。
8. 修补、检验和保养。胶板衬贴后,进行检查。若衬胶损坏,必须将胶板割除,用丙酮将修整面清洗,然后重衬。凡有气泡的地方,要从接口处拉开放气,然后重新刷胶贴合。单台罐体衬胶完工后,必须至少停放240h后,才能投入生产使用。
9. 结束语
冷法耐磨橡胶衬里可在现场施工,受衬设备不需运输,对保护设备壳体,延长设备寿命,防酸、防腐、防磨,密封防泄等起到积极作用。在多项工程案例中证实,冷法橡胶衬里未出现脱胶、翘边、起鼓、开裂、磨通等不良现象,获得成功。因此,冷法耐磨橡胶衬里非常值得在有色、黑色矿山、化工、冶金、煤炭、建材、化肥等行业推广应用。


衬胶管道参数标准:
| 项目 | 指标 | |
| 拉伸强度(Mpa) | ≥14.7-20 | |
| 扯断伸长率(%) | ≥250 | |
| 长久变形(%) | ≤30 | |
| 硬度(邵尔A) | 60-80 | |
| 橡胶与金属粘接强度 | 固化72h | 固化168h |
| 拉伸强度(Mpa) | ≥9.50 | ≥14.0 |
| 剥离强度(KN/m) | ≥7.84 | ≥9.8 |
衬胶管道橡胶板化学成分
| 成 分 | 比 率 (%) |
| 橡 胶 | 45 |
| 无机补强剂·填充材 | 41 |
| 金 属 氧 化 物 | 2 |
| 硫 化 剂 | 1 |
| 其 它 | 11 |
| 合 计 | 100 |



衬胶工艺操作流程
一、冷粘工具和清洗剂
1. ![]() 刃口锋利的刀具;2、直尺,卷尺,磨刀石;3、木锤或者橡胶锤;4. 钢丝刷;5.手提电动钢丝刷(砂轮);6.干净棉纱。
刃口锋利的刀具;2、直尺,卷尺,磨刀石;3、木锤或者橡胶锤;4. 钢丝刷;5.手提电动钢丝刷(砂轮);6.干净棉纱。
二、胶板粘接程序
1. 胶板的准备
a.所有粘接的胶板表面都必须打毛(出厂时已一面或两面打毛),包括接头。
b. 所有需粘接的表面(含接头)都须用香蕉水清洗脏物,并彻底晾干。
2. 橡胶和橡胶粘接
a. 均匀涂一层配好的粘合剂于粘接表面,并晾干10至15分钟;
b. 再均匀涂第二层配好的粘合剂,至粘接面不粘手,再将粘接面叠合;
c. 粘合剂在短时间内即粘牢,在施压前调整好粘接位置;
d. 当位置对好后,在整个表面施压,使其接触均匀,挤出空气。
3. 橡胶与金属铁板粘接
a. 金属铁板表面需用喷砂或者钢丝刷去除铁锈和氧化层;
b. 采用香蕉水清洗喷砂后的表面,并彻底晾干;
c. 涂金属底油,约2小时晾干,如 层太薄可涂第二层;
d. 粘接步骤同第3条a 至d 项。
4. 注意事项
a. 粘合剂及固化剂置阴暗通风处密封保存,并小心溅入眼睛;
b. 底油的用量为每升可涂4平方米;
c. 粘合剂的用量为每升可涂1.5平方米;
d. 每升粘合剂在使用时需配入52克固化剂。
三、橡胶粘接检验标准(现场制作)。
1、金属表面处理:金属表面必须喷砂除锈,要全部露出金属光泽,达到Sa2 1/2标准要求
2、喷砂处理:喷砂是采用吸入式喷砂法,操作风压不低于5~6Kg/cm2,所用铜渣或金刚砂(粒径1.5~3.5mm)需要干燥后方能使用,喷砂工序自上而下进行,然后用毛刷刷去喷砂后附在金属表面的灰尘、喷砂应自上而下喷,顺序为从左到右。
3、胶板下料的处理:先下好样板,再裁胶板,力求准确、节约,适当考虑余量。坡口宽度为胶板厚度的3~3.5倍(15度)。胶板粘合面应保持干净,不干净的部位用清洗剂清洗干净。
4、槽体与橡胶粘接后表面达到:
1、平整 2、光滑 3、无气孔 4、无凹陷 5、无死角。



纵横机械制造有限公司占地1000平方米,经营各类【云南昆明衬四氟管】产品,以质量过硬、供货快捷和价格优势,在激烈的竟争市场中脱颖而出,稳步发展,得到了众多客户的认可和一致好评。面对未来的发展,我公司员工会一如既往的坚持生产高品质【云南昆明衬四氟管】产品、提供专业的技术支持、完善的售后服务,与新老客户一起实现双赢,为【云南昆明衬四氟管】行业做出自己的贡献。
