


想要更直观地感受镀锌管焊管精品选购产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
以下是:镀锌管焊管精品选购的图文介绍


热镀锌管焊接方式 正常而言,热镀锌无缝管在高碳钢外面涂一层锌,热浸镀锌层一般作为20um厚。锌的熔点为419℃,约908℃。在焊接中,锌熔化成液体,漂浮在熔池表面或焊接根部。锌在铁中有较大的固溶度。液态锌会沿位错腐蚀焊接金属材料,低熔点锌会导致“形状记忆合金时效”。 除此之外,锌和铁可以在金属材料之间发生了延性化学物质。这一种韧性收敛环比减少了焊接金属材料的塑性变形,并在拉申地应力作用下发生了裂纹。 一旦角焊缝是焊接的,尤其是T型接头的角焊缝,不确定会导致周边地区的裂纹。在热镀锌无缝管的整个焊接进程中,焊缝表面和边缘的锌层在电弧加热跟特质下会被空气氧化、熔化和挥发,甚至会释放出烟雾和蒸汽,容易发生焊接气孔。 空气氧化产生了的活性氧化锌熔点高,等于1800℃。一但整个焊接进程中的主要参数很小,活性氧化锌渣就或许能混入。Feo-mno或feo-mno-sio2的低熔点金属氧化物渣是由锌成为脱氧剂引起了的。其它,因为锌的挥发,排出大量烟尘,对身体有刺激性和危害性。从此,焊接地点的热镀锌层必须打磨掉。 热镀锌无缝管焊接前的准备与大致高碳钢相同。注意解决凹槽大小和周围地区的热镀锌层。为了达到比较好的渗透,管沟规格尽量大,一般作为60-65 mm,有着一定间隙,一般作为1.5-2.5mm;为了杜绝锌对焊接的渗透,可以在焊接前去除凹槽内的热镀锌层。 在具体的工程监理工作中,集控系统采用集中倒圆,无钝边。两层焊接工艺降下来了未焊透的概率,电气等级应依照热镀锌无缝管的板料选择。一般而言,J422由于他的可执行性而被长期用于高碳钢。 焊接方式:在焊接 层和双层时,尽极小的概率将锌层熔化,使其汽化挥发并从焊接中逸出,可以大大降下来焊接中残留的液态锌。



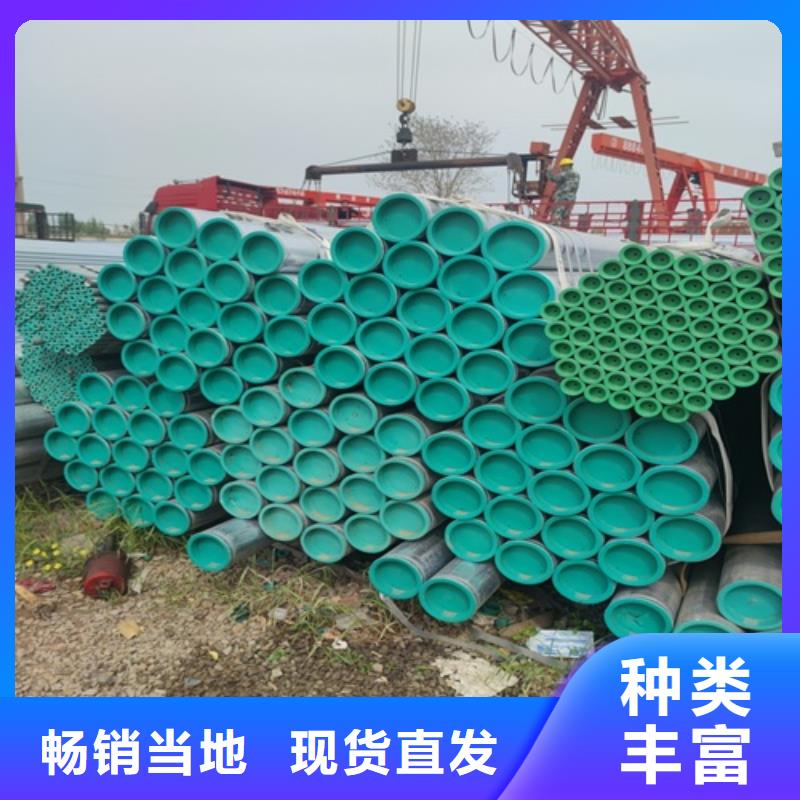
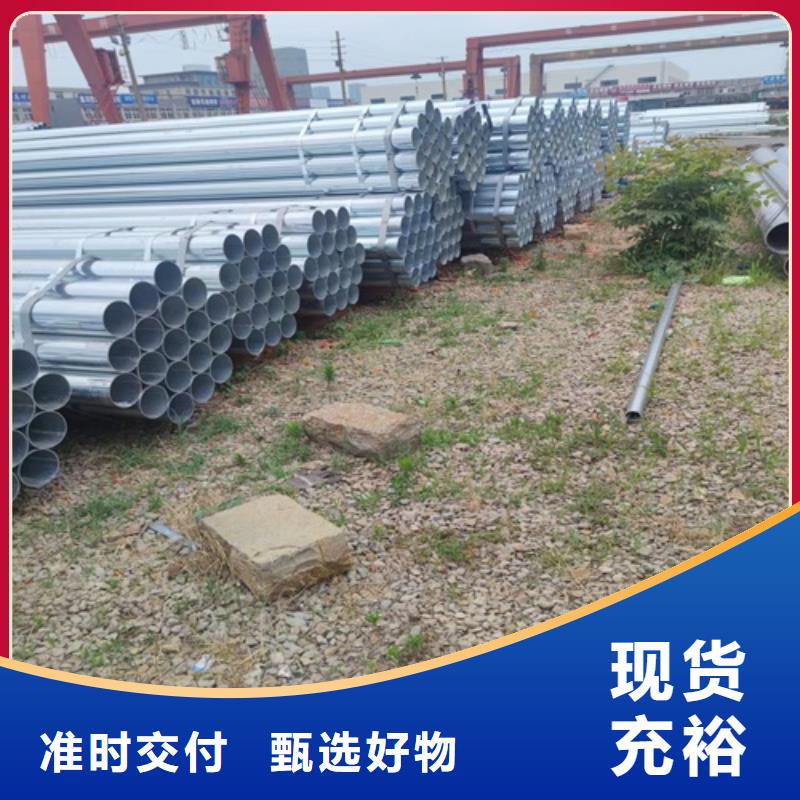
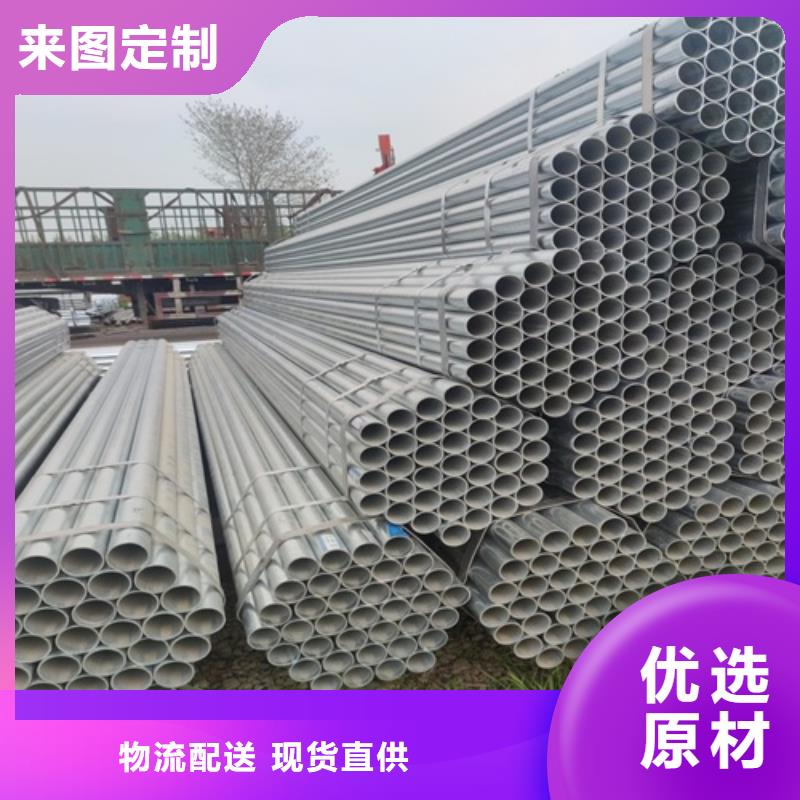
镀锌管产品结构: 选用焊接钢管经除污除锈处理后,内外表面热浸镀锌成型的镀锌钢管。标准名称为“低压流体输送用热浸镀锌焊接钢管”,敷设方式术语为SC。 产品特性: 内外表面锌层厚实,色泽光亮、均匀、耐腐蚀能力强。 管壁厚、机械力学性能力强、抗压、抗弯性能好。 小口径可选螺纹丝扣、套接紧定式;大口径可选承插扩口,卡箍连接方式。 热浸镀锌导管: 执行标准GB/T20041.21-2017标准,符合 防火要求,适用于预埋和吊顶明装。 注: 1、热浸镀锌导管为热浸镀锌,内外重级防腐。 2、内焊缝不高于0.3mm。 3、镀锌层厚度45μm以上。 4、此产品可替代水煤气管道用于地下室、人防工程的线路保护。 热镀锌导线管: 采用优质冷轧带钢双面热镀锌保护,经高频焊接一次成型,壁厚均匀,内焊缝毛刺接近“0”,焊缝光滑,圆度高,端口平滑五毛刺。使用配套专用工具可弯角,不变形,不断裂。标准定尺4米,标准型壁厚1.60mm,明敷暗埋均可使用。 1、采用优质热镀锌卷带加工而成,镀锌层均匀,光洁度好。 2、耐腐蚀性能为中性,避免雨淋和酸性物质,内焊缝不高于0.3mm. 3、按照 GB/T20041.21-2017标准加工制作。

镀锌管性能检测 镀锌钢管是在热镀锌池中经过一系列化学反应形成的方管,由钢板或压接后焊接而成。了解镀锌钢管的性能及验收标准。镀锌钢管具有良好的强度、韧性、塑性、焊接性和延展性。它的合金层牢固地附着在钢底座上。因此,镀锌钢管可以通过冷冲压、轧制、拉丝和弯曲成形,而不会损坏涂层。适用于钻孔、切割、焊接、冷浸镀等一般加工。弯曲和其他过程。热镀锌件表面光亮美观,可根据需要直接用于工程中。镀锌钢管的性能检测的知识 镀锌钢管一般由产品外观判定合格。管道外表面若有漏镀、麻点、白点、重皮、气泡、绿色、高频等现象,则判定为不合格品。但在产品标准中,产品的偏差有规定的范围,即尺寸允许偏差,因为锌在干燥空气中几乎不发生变化,所以如果我们在钢管表面涂上锌,就可以防止钢管被腐蚀。


河南开封镀锌管的表面除锈及清洗方法 河南开封镀锌管使用一段时间后生锈了就非常令人讨厌了,接下来无锡泉友焊管有限公司给大家讲一讲镀锌管的表面除锈及清洗方法,具体内容如下: 对于镀锌管常用的环氧类、乙烯类、酚醛类等防腐涂料的施工工艺,一般要求镀锌管表面达到近白级(Sa2.5)。实践证明,采用这种除锈等级几乎可以除掉所有的氧化皮、锈和其他污物,锚纹深度达到40~00μm,充分满足防腐层与镀锌管的附着力要求,而喷(抛)射除锈工艺可用较低的运行费用和稳定的质量达到近白级(Sa2.5)技术条件。 河南开封镀锌管的清洗和预热:在喷(抛)射处理前,采用清洗的方法除去表面的油脂和积垢,镀锌带厂家采用加热炉对管体预热至40一60℃,使镀锌管表面保持干燥状态。在喷(抛)射处理时,由于镀锌管表面不含油脂等污垢,可增强除锈的效果,干燥的镀锌管表面也有利于钢丸、钢砂与锈和氧化皮的分离,使除锈后的镀锌管表面更加洁净。



鹏鑫钢铁有限公司是在由小到大从弱到强一路走的一家集研发生产销售 河南开封焊管服务为一体的厂家,多年以来紧跟时代的发展不断创新,为我们的用户提供绿色环保的 河南开封焊管产品。公司立足 河南开封焊管市场,以市场为导向,客户为基础不断创新来,采取新工艺,新的合作模式不断满足不同客户的需求。


河南开封镀锌钢管焊接时的措施: 首先就是人, 人的因素是施焊的控制重点。因此,在施焊前,应选择技术熟练、持有焊工证的焊工,进行必要的技术培训、交底。并不得随意更换,保证施焊该管道焊工人员相对稳定。 其二是焊材的控制,保证采购的是正规渠道的焊材,有质保书、合格证,符合工艺要求;焊条头回收控制严格,以保证流向、用量;焊材要严格按工艺烘烤,并一次发放不超过半天用量。 第三就是 焊机,焊机须保证性能可靠、符合工艺需要;焊机必须有检定合格的电流、电压表,以保证焊接工艺的正确实施。焊接电缆不能过长,较长时要调整焊接参数。 第四是焊接工艺方法,保证镀锌管特殊操作方法的严格实施,焊接工艺进行焊前坡口检查,施焊工艺参数、操作手法控制,焊后外观质量检查,必要时增加焊后无损检测。控制焊接层次、每道口的焊材用量。 第五就是焊接环境控制,保证施焊时的温度、湿度、风速符合工艺要求。



