


想要探索焊管安心购的奥秘吗?不妨点击这个产品视频,它将带您走进一个精彩绝伦的世界,让您对产品的每一个细节都了如指掌。
以下是:焊管安心购的图文介绍
鹏鑫钢铁有限公司建立的营销售后服务体系,通过实施现代化企业管理制度,采用科学管理模式,以“稳定中求发展,发展中求突破”的经营理念,稳中求进;以“细节决定成败”的心态认真对待每一件事,继续秉持“稳定、快捷、科技、领先”的战略定位,让客户长期分享科技进步的成就感与自豪感,鹏鑫钢铁有限公司竭诚与商家双赢合作,共同发展,共创辉煌!


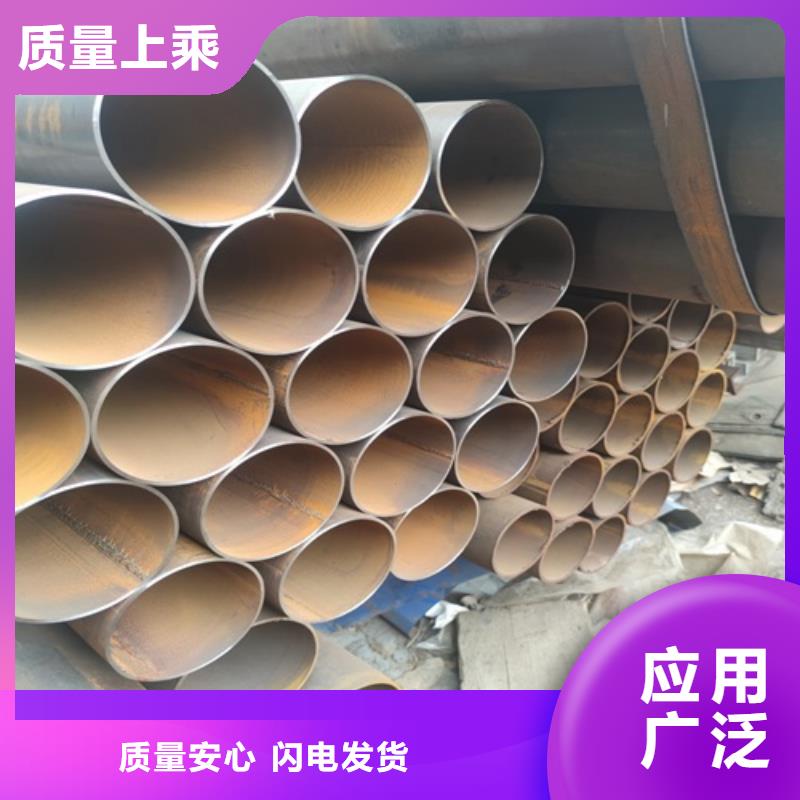
华尔网Q235B螺旋焊管是螺旋焊管中*常使用的材质,也叫碳钢螺旋焊管,Q是指屈服强度,235是屈服强度数值为235Mpa,B则是材料等级。Q235材料按等级可以分为A、B、C、D四个等级,其中B级使用*多,A级钢现在基本被B级钢所取代,C级钢和D级钢使用较少,主要适用于较低温度的环境中。 华尔网Q235B螺旋焊管是带钢或是卷板,经常温冷挤压成型然后焊接而制成的焊缝为螺旋状的焊接钢管,具有生产效率高,焊接性能好,价格便宜等优点。因此很多工程中都能看到它的身影。Q235B螺旋焊管按照制造标准可以分为国标和部标,两者的*大区别就是检测中对焊缝的要求不同,其余部分基本相同。 国标Q235B螺旋焊管常用于短距离输送石油天然气、热力输送管道,市政工程,而部标Q235B螺旋焊管则主要应用于供排水工程,打桩工程,污水管线等项目中。



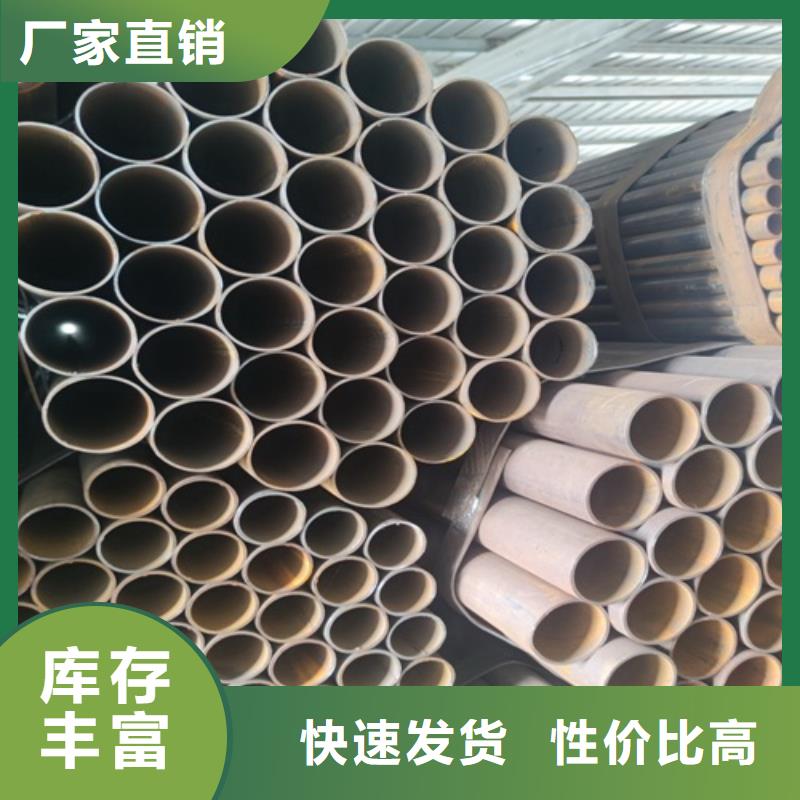
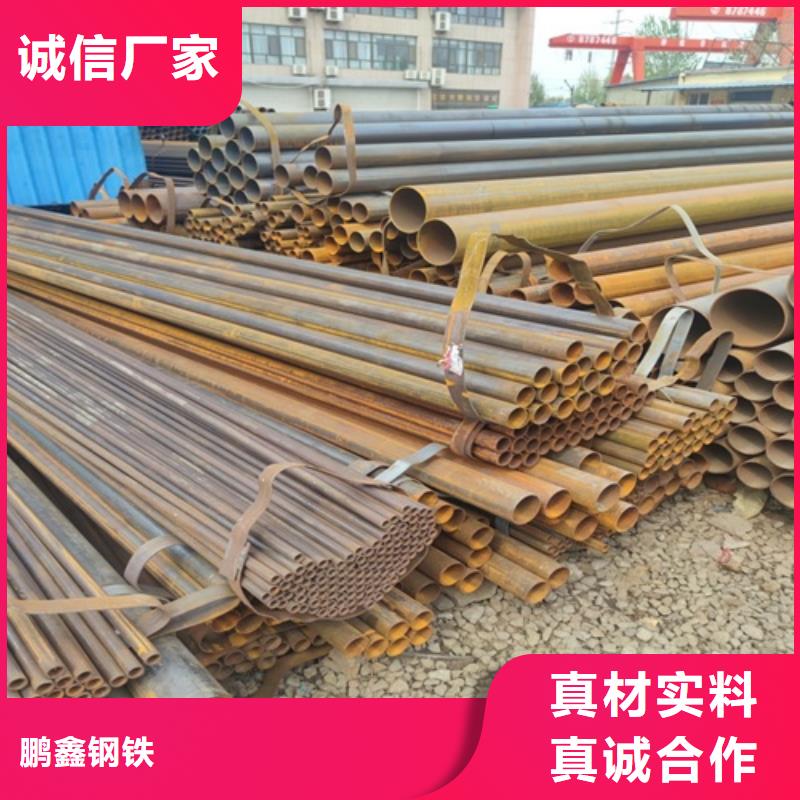
焊接钢管也称焊管,是用钢板或钢带经过卷曲成型后焊接制成的钢管钢管。焊接钢管生产工艺简单,生产效率高,品种规格多,设备资少,但一般强度低于无缝钢管。20世纪30年代以来,随着优质带钢连轧生产的迅速发展以及焊接和检验技术的进步,焊缝质量不断提高,焊接钢管的品种规格日益增多,并在越来越多的领域代替了无缝钢管。 焊接钢管按焊缝的形式分为直缝焊管和螺旋焊管。直缝焊管生产工艺简单 ,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~ ,租生产速度较低。因此,较小口径的焊管大都采用直缝焊,大加径焊管则大多采用螺旋焊。



华尔网焊管常用材质为:Q235A,Q235C 华尔网直缝焊管生产工艺简单,生产效率高,成本低,发展较快。 华尔网螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。 因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊. 华尔网焊管广泛应用于自来水工程、石化工业、化学工业、电力工业、农业灌溉、城市建设,是中国开发的二十个重点产品之一; 作液体输送用:给水、排水; 作气体输送用:煤气、蒸气、液化石油气; 作结构用:作打桩管、作桥梁; 另外也可作为码头、道路、建筑结构用管等。


焊管高频焊接方法 焊管采用这种焊接方法时,接触头可设置在离会合点不同距离上。管坯运动时,接触头可沿待焊边上面或下面滑动。接触头从上面放置在待焊边上的方案用得*广,因为采用这种方案可以使焊接装置结构简单可靠。焊管高频焊接主要是利用高频电流的趋肤效应和邻近效应,使电流高度集中在待焊边上,从而能在百分之一秒时间内将其加热到焊接温度1230℃左右,然后在挤压辊的作用下进行压力焊接。 焊管高频焊接方法,根据向被焊件馈电方式不同,可分为传导馈电和感应馈电两种。采用传导馈电焊接时,借助于两个接触头2和3把高频电流传到管坯1上。焊接电流沿管坯坡口两侧流过,并通过挤压辊5附近的坡口两侧会合点形成回路。在管坯两侧坡口上的电流方向是相反的,因此,邻近效应使电流集中于坡口的表面, 电流频率越高,电流就越集中于其表面。阻抗器4提高了坡口加热的集中程度,因为它增大了电流环绕管坯流过的感抗。 现在的焊管焊接技术已经时发展的非常纯熟,开始慢慢的摆脱之前的老套,逐渐采用全新的技术,并且严格保证了焊缝技术的优越性。未来的钢材市场,科技市场中国必将走在前沿。



