


为了给您提供更的 弯管24小时下单发货产品信息,我们上传了的产品视频。看视频,选购不迷路。
以下是: 弯管24小时下单发货的图文介绍
航萧管件有限公司主要致力于各种 菏泽鄄城H型钢拉弯的研发、生产和销售。依托技术带先及创新能力,始终走在各类 菏泽鄄城H型钢拉弯行业的前沿。



液压弯管机工作原理: 由电动油泵输出的高压油,经高压油管送入工作油缸内,高压油推动工作油缸内柱塞,产生推力,通过弯管部件弯曲管子。 优点: 1、弯管机采用触荧幕加数控模组,对话式操作,程式设定简便容易; 2、床身结构稳固,不易变形; 3、每一档可设定16个弯管角度,记忆体可储放16组档案; 4、俱慢速定位功能,弯管角度稳定,重复精度达±0.1°; 5、错误讯息在屏幕上显示,帮助操作者立即排除; 6、提供自行研发之座标转换弯管加工值,软体可选购装在桌上型电脑编辑计算。 缺点: 1、大管径的管子不能一次成型,速度也较慢; 2、不同管径的管子要不同的尺寸的模具。



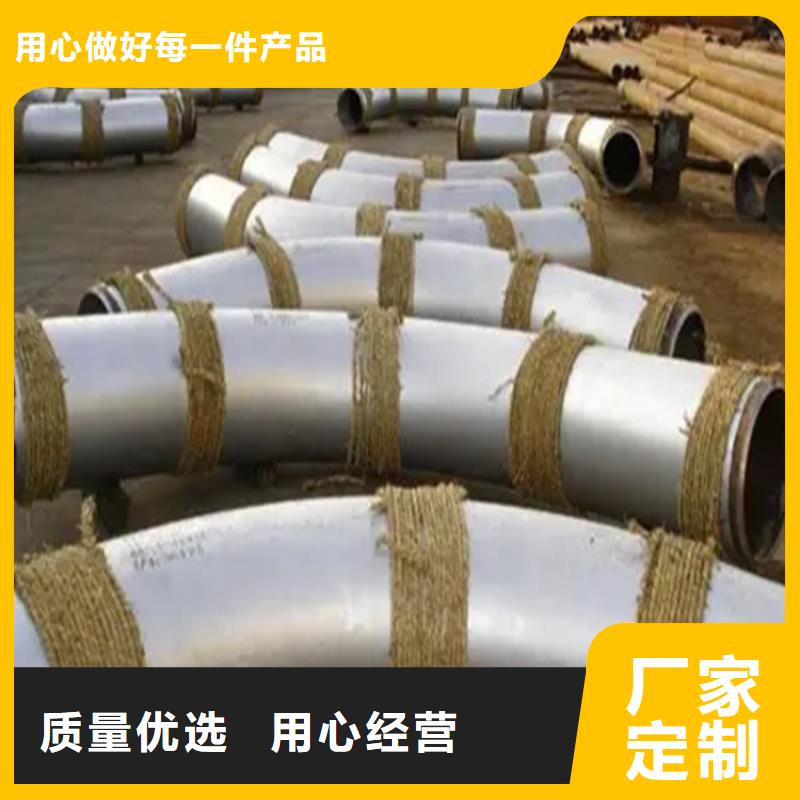
弯管加工全过程中,弯头的弯折反面壁厚被拉申变软,弯折凹面受挤压成型增厚;因为金属复合材料抗压能力能好于抗压强度特性,整体上管路被变长;管路弯折凸凹方位支承,侧边不支承,管路横截面变椭圆形。 为了保证弯管加工质量,弯头采用正向尺寸公差,在选择负向尺寸公差时,弯前水管壁厚应为设计墙壁厚度的1.06~1.25倍,弯曲半径越小,比例越大。髙压钢的弯曲半径应超过管经的5倍,其他应超过管经的3.5倍。电焊焊接无缝管弯折时,电焊焊接应在支撑力和地应力区周边。 不论是在人们的生活起居中還是工作上,在许多 地区都能够见到弯头的背影,在电力工程,原油,远洋航行,化工厂等行业的运用是十分普遍的,关键用于石油管道、集气站、打点滴等,在飞机场以及柴油发动机上更占据非常关键的影响力。在那么关键的应用状况下,弯管加工时的规范和政策法规是十分关键的。弯管加工务必按相关规范和政策法规生产加工,弯头要走明管,跨距和间隔要符合要求规定,不管弯管加工到哪种高宽比都不允许出現不稳定情况。弯管加工的原材料务必是经检测达标的,有形变,裂痕等缺点的弯头架杆,联接件和标准件禁止应用,弯头的标准件,联接件不可以焊接方式修补。 弯管加工的基本路面务必整平,压实,硬实,其金属材料基钢板务必整平,不可有一切形变,路面较绵软时务必应用扫地杆或垫块以扩大支承面和扩大可靠性。弯头上的起点、跳板务必铺装齐整,总宽,长短应保持一致。一切弯头上的起点、跳板务必固定不动坚固,服务平台表面不可有很大孔眼。


你是否知道弯管的这个知识,弯管是改变管道方向的管件,在管道交叉,转弯和绕梁等地方都可以看到弯管,煨制弯管具有柔韧性好,耐高压,低阻力的优点。因此,它经常在建筑中使用。 弯管的主要形式是:各种角度的弯管,U形管,来回弯(或称乙字弯)和弧形弯管等,弯管是具有任意弯曲角度的管件,在弯管时使用。弯管的弯曲半径用R表示,当R越大,管道的弯曲部分越大,弯曲越平滑;当R较小时,管的弯曲部分较小,并且弯曲较锐利。 来回弯的管子的弯曲末端的中心线之间的距离称为来回弯曲的高度,用字母h表示,来回弯是具有两个弯曲角度(通常为135°)的管件。 U形管是一种半圆形的管件。管两端的中心线之间的距离d等于弯曲半径R的两倍,U形管可以代替两个90°弯头,通常用于连接两个圆形的翼形散热器。 弧形弯管是具有三个弯曲角度的管件,侧面角度为135°,中间角度通常为90°。弧形弯管用于绕过其他管道,而弧形弯管通常用于对带有冷热水供应的卫生设备进行管道输送。 弯管的尺寸由管径,弯曲角度和弯曲半径决定,根据图纸和施工现场的实际情况确定弯曲角度,然后制出样板,照样板煨制并按样板检查煨制管件弯曲角度是否符合要求,样板可用圆钢煨制,圆钢的直径根据所煨管径的大小选用,10-14mm即可。弯管的弯曲半径应根据管道直径,设计要求和相关规定确定,它既不应该太大也不应该太小。由于弯曲半径太大,不仅要使用大量的材料,而且在管道的弯曲部分也要占用较大的面积,这会给管道的组装造成困难。如果选择的弯曲半径太小,则由于过度伸长而使弯管后面的管壁变薄,其强度降低,并且弯管的内管壁被压缩,形成褶皱状态。因此,一般规定,焊接弯管的弯曲半径应不小于管外径的1.5倍;冲压弯管的弯曲半径不应小于管道的外径;冷煨弯管的弯曲半径应不小于管外径的4倍;热煨弯管的弯曲半径应不小于管外径的3.5倍。 弯管时,一般规定管子弯曲后,管壁减薄率不得超过15%,这样的目的是为了使管子弯曲后不对原有的工作性能有过大改变。


