

我们为您呈现了一部精彩绝伦的耐磨板-耐腐蚀钢管一站式采购方便省心产品视频,让您感受产品的独特之处。
以下是:耐磨板-耐腐蚀钢管一站式采购方便省心的图文介绍

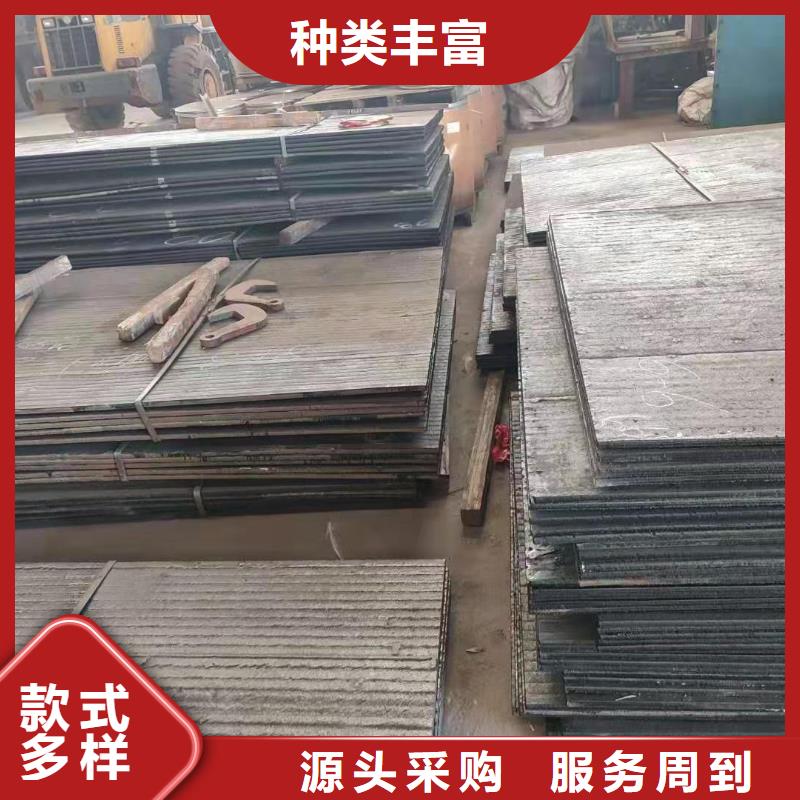
预热有利于减低双金属耐磨复合板热影响区的硬度,防止产生冷裂纹,这是焊接双金属耐磨复合板的主要工艺措施;预热还能改善接头塑性,减小焊后残余应力。通常,35和45钢的预热温度为150~250℃,含碳量再高或者因厚度和刚度很大,裂纹倾向大时,可将预热温度提高至250~400℃。若焊件太大,整体预热有困难时,可进行局部预热,局部预热的加热范围为焊口两侧各150~200mm。
焊接双金属耐磨复合板焊条条件许可时优先选用碱性焊条;坡口形式将焊件尽量开成U形坡口式进行焊接。如果是铸件缺陷,铲挖出的坡口外形应圆滑,其目的是减少双金属耐磨复合板母材熔入焊缝金属中的比例,以降低焊缝中的含碳量,防止裂纹产生。
双金属耐磨复合板焊接工艺参数由于母材熔化到一层焊缝金属中的比例高达30%左右,所以一层焊缝焊接时,应尽量采用小电流、慢焊接速度,以减小双金属耐磨复合板母材的熔深。
双金属耐磨复合板焊后尽量要对焊件立即进行应力热处理,特别是对于大厚度焊件、高刚性结构件以及严厉条件下工作的焊件更应如此。应力的回火温度为600~650℃。若焊后不能进行应力热处理,应立即进行后热处理。耐磨板


哈曼金属材料有限公司引进先进的 甘肃酒泉耐酸钢板技术,性能更稳定,用拥有领先的制造和检测设备, 甘肃酒泉耐酸钢板生产效率更高。



气焊
气体混合物嫩烧形成高沮火焰。用火焰来熔化焊件接头及焊条。常用的气体是氧与乙炔的混合物,调整级与乙炔的比值,可以获得氧化性、中性及还原性的火焰。这种方法所用的设备较为简单,而加热区宽,但焊后焊件的变形较大。并且操作费用较高,因而已逐渐被电弧焊代替。
铸焊
这是较早的焊接方法,采用铝热剂或镁热剂氧化时放出的热量来熔化金属:它的特点是设备及操作简单,但对耐磨钢板来说,焊接质量不高。只用于修补工件。
电弧焊
这是应用广泛的焊接方法,由于电弧的温度高于火焰的温度。加热更为集中,适用于各种形状及尺寸的焊件,并且焊件体积愈大。厚度愈厚,电弧焊的优点愈为突出。这种焊接方法可以细分为许多类型,按电弧的作用、电极的类型、电流的种类、熔池的保护方法等可以有几十种之多。按照电弧作用于金属的方法。可以分为直接的、间接的及综合的三种焊接方法。应用广泛的电弧焊接方法只有三类:电渣焊、真空电子束焊接、激光束焊。
电渣焊
这是前苏联发展的电焊方法,在工业上已得到广泛应用。它是利用电流通过熔渣所产生的电阻热来熔化金属的。这种热源加热的范围比电弧大,每一根焊丝可以单独成一个回路,增加焊丝数目,可以一次焊接很厚的焊件。焊条金属滴通过熔渣滴下,加速金属与熔渣反应,有提纯作用。
真空电子束焊接
这是用来焊接技术方面的高熔点及活泼金属的小零件的。这种方法的特点是将焊件放在高真空容器内,容器内装有电子枪。利用高速电子束打在焊件上将焊件熔化而进行焊接。这种方法可以获得高质量的焊件。耐磨板
气体混合物嫩烧形成高沮火焰。用火焰来熔化焊件接头及焊条。常用的气体是氧与乙炔的混合物,调整级与乙炔的比值,可以获得氧化性、中性及还原性的火焰。这种方法所用的设备较为简单,而加热区宽,但焊后焊件的变形较大。并且操作费用较高,因而已逐渐被电弧焊代替。
铸焊
这是较早的焊接方法,采用铝热剂或镁热剂氧化时放出的热量来熔化金属:它的特点是设备及操作简单,但对耐磨钢板来说,焊接质量不高。只用于修补工件。
电弧焊
这是应用广泛的焊接方法,由于电弧的温度高于火焰的温度。加热更为集中,适用于各种形状及尺寸的焊件,并且焊件体积愈大。厚度愈厚,电弧焊的优点愈为突出。这种焊接方法可以细分为许多类型,按电弧的作用、电极的类型、电流的种类、熔池的保护方法等可以有几十种之多。按照电弧作用于金属的方法。可以分为直接的、间接的及综合的三种焊接方法。应用广泛的电弧焊接方法只有三类:电渣焊、真空电子束焊接、激光束焊。
电渣焊
这是前苏联发展的电焊方法,在工业上已得到广泛应用。它是利用电流通过熔渣所产生的电阻热来熔化金属的。这种热源加热的范围比电弧大,每一根焊丝可以单独成一个回路,增加焊丝数目,可以一次焊接很厚的焊件。焊条金属滴通过熔渣滴下,加速金属与熔渣反应,有提纯作用。
真空电子束焊接
这是用来焊接技术方面的高熔点及活泼金属的小零件的。这种方法的特点是将焊件放在高真空容器内,容器内装有电子枪。利用高速电子束打在焊件上将焊件熔化而进行焊接。这种方法可以获得高质量的焊件。耐磨板


中国钢铁工业协会党委书记何文波发表了《坚持新发展理念,推进中国钢铁业发展和持续繁荣》的主题演讲。
何文波表示,今后中国钢铁行业发展的两大主题,一是绿色发展,二是智能制造。从我国钢铁行业绿色发展成就来看,一批节能环保技术和指标,已达世界先进水平,包括钢铁行业节能环保指标持续改善;一批钢铁企业超低排放改造取得突破;热轧异型钢管钢铁行业共建绿色产业链初见成效。
演讲中,何文波回顾了2019年中国钢铁工业运行特点。产量方面,2019年1-10月份,全国粗钢产量8.29亿吨、同比增长7.4%;;生铁产量6.75亿吨,同比增长5.4%;钢材产量10.1亿吨,同比增长9.8%。2019年上半年我国钢铁产量呈持续上升走势,下半年回落。预计2019年全年我国粗钢产量9.8亿吨,同比增长约7%。进出口方面,2019年我国钢铁产品进出口量均有所减少。据海关总署数据,2019年1-11月份我国累计进口钢材1082万吨,同比下降11%;累计出口无缝异型钢管钢材5966万吨,同比下降6.5%。预计2019年全年出口钢材6500万吨左右,同比下降约6%;进口钢材1200万吨左右,同比下降约9%。耐磨板
何文波表示,今后中国钢铁行业发展的两大主题,一是绿色发展,二是智能制造。从我国钢铁行业绿色发展成就来看,一批节能环保技术和指标,已达世界先进水平,包括钢铁行业节能环保指标持续改善;一批钢铁企业超低排放改造取得突破;热轧异型钢管钢铁行业共建绿色产业链初见成效。
演讲中,何文波回顾了2019年中国钢铁工业运行特点。产量方面,2019年1-10月份,全国粗钢产量8.29亿吨、同比增长7.4%;;生铁产量6.75亿吨,同比增长5.4%;钢材产量10.1亿吨,同比增长9.8%。2019年上半年我国钢铁产量呈持续上升走势,下半年回落。预计2019年全年我国粗钢产量9.8亿吨,同比增长约7%。进出口方面,2019年我国钢铁产品进出口量均有所减少。据海关总署数据,2019年1-11月份我国累计进口钢材1082万吨,同比下降11%;累计出口无缝异型钢管钢材5966万吨,同比下降6.5%。预计2019年全年出口钢材6500万吨左右,同比下降约6%;进口钢材1200万吨左右,同比下降约9%。耐磨板



