以下是:激光切割机3000w光纤激光切割机实体诚信厂家的产品参数
| 产品参数 |
|---|
| 产品价格 | 电仪/台 |
|---|
| 发货期限 | 3天 |
|---|
| 供货总量 | 999 |
|---|
| 运费说明 | 供方支付 |
|---|
以下是:激光切割机3000w光纤激光切割机实体诚信厂家的图文视频
激光切割机3000w光纤激光切割机实体诚信厂家,华宇诚数控科技有限公司为您提供激光切割机3000w光纤激光切割机实体诚信厂家,联系人:,电话:18986290037、18986290037,QQ:1051088151,请联系华宇诚数控科技有限公司,发货地:武汉江夏区庙山工业园特1号发货到山西省 晋中市 榆次区、榆社县、左权县、和顺县、昔阳县、寿阳县、太谷区、祁县、平遥县、灵石县、介休市。 山西省,晋中市 2022年,晋中市地区生产总值2112.30亿元,比上年增长5.2%。
想要了解激光切割机3000w光纤激光切割机实体诚信厂家产品吗?点击观看我们上传的视频介绍,它将用更直观的方式展现产品的特点和优势,让您对产品有更深入的了解。
以下是:激光切割机3000w光纤激光切割机实体诚信厂家的图文介绍


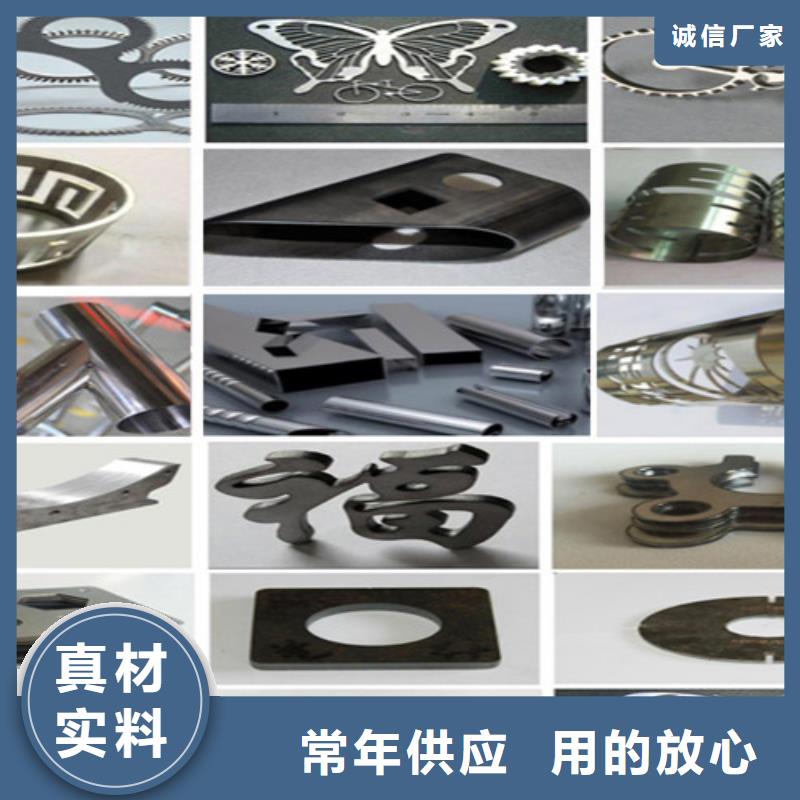
金属激光切割机与其他切割工艺之比较 与其他热切割方法相比,同样作为热切割过程,别的方法不能象激光束那样作用于一个极小的区域,结果导致切口宽、热影响区大和明显的工件变形。金属激光切割机能切割非金属,而其它热切割方法则不能。
(1)水切割。可切割许多金属材料,但费用很高。
(2)等离子切割。切割速度明显快于氧乙炔切割,但切割质量较差,切边顶部呈圆头状,切边明显起波浪形,还要防止电弧产生的紫外线辐射。它稍优于激光切割机之处在于适合切割较厚钢板和对光束反射率高的铝合金等。
(3)锯切。切割薄金属,其速度明显比激光切割慢,而且激光作为一个灵活的无接触、仿形切割工具,可从材料的任何一点开始切向任何方向切割。这一点,锯切是难以做到的。
(4)复杂零件分段冲切。一般情况下,冲床经常要冲切比模具尺寸大得多的工件,有些工件还很复杂,这就导致切边呈许多小贝壳状刃口,需要第二次预备性加工整修。另外冲头会形成比激光切割机宽得多的切口,产生大量铁屑。
(5)模冲。大量生产零件用模冲方法成本低,生产周期短。但它对设计上的变化的适应性很差,新的模具需要长时间设计,造价高,对中、小规模的生产来说,激光切割的特点就会充分显示。另外,激光程控切割便于工件紧密编排,节省材料,而模冲则需要每个工件周围预留材料。
(6)电加工。一般,有利用电腐蚀或熔解效应的电火花和电化学加工两种方法,用于坚硬材料的精细加工,切口粗糙度较好,但切割速度要比激光切割机速度慢几个数量级。
(7)氧-可燃体(如乙炔)切割。这种方法主要用于切割低碳钢,由于它热输入影响大,切割速度低,很少被用来切割20MM以下要求尺寸的材料。



山西晋中本地商家,从事 山西晋中光纤激光切割机床生产销售多年,质量优口碑好,询价是免费的,现在联系商家吧!
激光切割机3000w光纤激光切割机实体诚信厂家


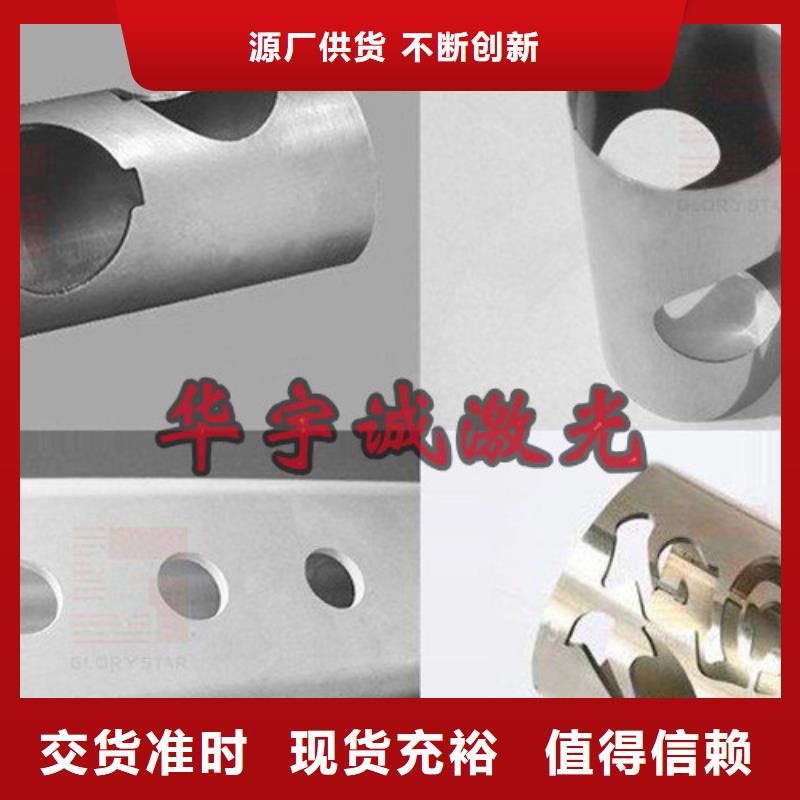
数控激光切割机的几种加工管材方法 常用的数控激光加工机床主要有2种形式:悬臂式和龙门式。悬臂式机床的特点是加工过程中,整个筛管不动,激光切割头沿工件轴线方向做高速移动,切割效率高。机床悬臂为铝合金板材焊接成的框架结构,强度和刚度高,可避免高速移动时运动惯量过大、光斑漂移等弊病:龙门式机床的特点是激光切割头不动,筛管相对于激光切割头进行同转分度和沿轴线方向移动。机床整体刚度好,激光输出稳定。由于筛管长商重,位移速度慢,装卸难度也较大。复合筛管割缝加工常用的是悬臂式机床.
筛管割缝激光加工机床与常规板材数控激光切割机床相比的不同在于它的夹紧分度机构、筛管支撑和拖动装置。夹紧分度机构主要完成加工过程中筛管的旋转和周向定位,筛管支撑和拖动装置主要完成筛管的拖动以及防止筛管的悬伸变形,通常需要用数控激光加工机床来进行加工的。
管材的布缝规律是:在轴向,各割缝以一定轴向距均布在筛管同一母线上,形成一列缝,整根筛管均布着几十列割缝。
1.将管体装在支架上,一端由旋转定中器支撑,另一端由数控旋转头夹紧,保证管轴和机床x轴平行;
2.调整激光切割头,使切割头光轴位于过管轴的垂直面内,并使切割头气体喷嘴位于管体点处;
3.在机床Z向移动切割头,使焦点位于穿孔位置上,并调整切割头喷嘴与筛管表面的距离到预设值:
4.将筛管逆时针旋转a角a等于梯形缝锥度的I/2),使缝隙的一个梯形面处于竖直位置,切割头向左平移δ=(D/2)Sina-△(D为筛管外径,△是一个工艺调整值,与筛管壁厚、激光输出功率等有关),保证切割头上喷嘴到筛管表面距离保持不变:
5.利用脉冲光在割缝端点打孔将筛管穿透,然后,激光由脉冲变为连续,焦点变化到切割位置,切割头沿筛管轴线方向切割,加工出梯形缝的一个梯形面:
6.切割到设计缝长后。套管顺时针旋转2a角.切割头向左平移2δ,然后沿回程切割出另一个梯形面,加工完成一条完整的梯形缝:7)按照同样的操作,周向复始,便可完成整根筛管的加工。
管材激光切割采用以上介绍可以解决宽缝等多种技术难题,与传统机械加工相比具有加工效率高、加工精度高、加工范围广等优点。



切割精度是衡量激光切割机好坏的一个重要组成部分,但是激光切割精度也不完全取决于设备本身,而是由多方面因素组成,主要有以下几大因素:
1、激光束通过聚焦后的光斑的大小
激光束聚集后的光斑越小,切割精度越高,特别是切缝较小,小的光斑可达0.01mm。
2、工作台的走位精度决定着切割的重复精度
工作台精度越高,切割的精度越高。
3、工件厚度越大,精度越低,切缝越大。
由于激光光束为锥形,切缝也是锥形,厚度0.3MM的不锈钢比2MM的切缝小的多。
4、工件材质对激光切割精度有一定影响。
同样情况下,不锈钢要比铝的切割精度高,切面光滑一些。
加工尺寸有误差是在使用激光切割机进行加工时经常遇到的故障,这个故障既影响了生产效率,又增加了生产成本。造成加工尺寸误差故障的原因主要有一下方面:
1.信号线不正常。此时需要更换信号线。
2.设备和计算机接地不良。此时需要将设备和计算机良好的接地。
3.计算机运行不正常。此时需要修理好计算机或更换计算机。
4.计算机操作系统故障或者感染了病毒。需要重装操作系统或进行病毒查杀。
5.应用软件不正常。这时需要重新安装软件和运动控制卡的驱动软件。
6.供电电源不稳定或由干扰信号。此时需要加装稳压器或排除干扰信号。
7.加工程序编写不正确。此时需要检查并修复加工程序。
8.加工参数设置不正确。要重新设置正确的加工参数。

激光切割机3000w光纤激光切割机实体诚信厂家_华宇诚数控科技有限公司,固定电话:18986290037,移动电话:18986290037,联系人:,QQ:1051088151,江夏区庙山工业园特1号 发货到 山西省晋中市。