
产品详细介绍
以下是:【滚压管】-活塞杆厂家产地厂家直销的产品参数
导读 【滚压管】-活塞杆厂家产地厂家直销,安达液压机械有限公司为您提供【滚压管】-活塞杆厂家产地厂家直销产品案例,联系人:高经理,电话:17706353138、17706353138,QQ:3573482096,发货地:聊城辽河路燕山路交叉口南500米东首发货到浙江省 金华市 婺城区、金东区、武义县、浦江县、磐安县、兰溪市、义乌市、东阳市、永康市。 浙江省,金华市 金华建制已有2200多年。古属越国地,秦入会稽郡。金华古称婺州,因其“地处金星与婺女两星争华之处”得名,自三国吴元宝鼎元年(266年)始设东阳郡建制以来,具有1800多年的历史和灿烂文化,是历史文化名城。金华市是浙江省中西部地区的中心城市,历史代表文化为吴越文化。金华史称“小邹鲁”,素有“历史文化之邦、名人荟萃之地、文风鼎盛之城、山清水秀之乡”的美誉。金华市有风景区双龙洞、黄大仙祖宫等。
想要深入了解【滚压管】-活塞杆厂家产地厂家直销产品的独特之处吗?我们的视频将带您踏上一段探寻之旅,从设计理念的诞生到精湛工艺的呈现,让您感受产品的魅力与品质。
以下是:【滚压管】-活塞杆厂家产地厂家直销的图文介绍

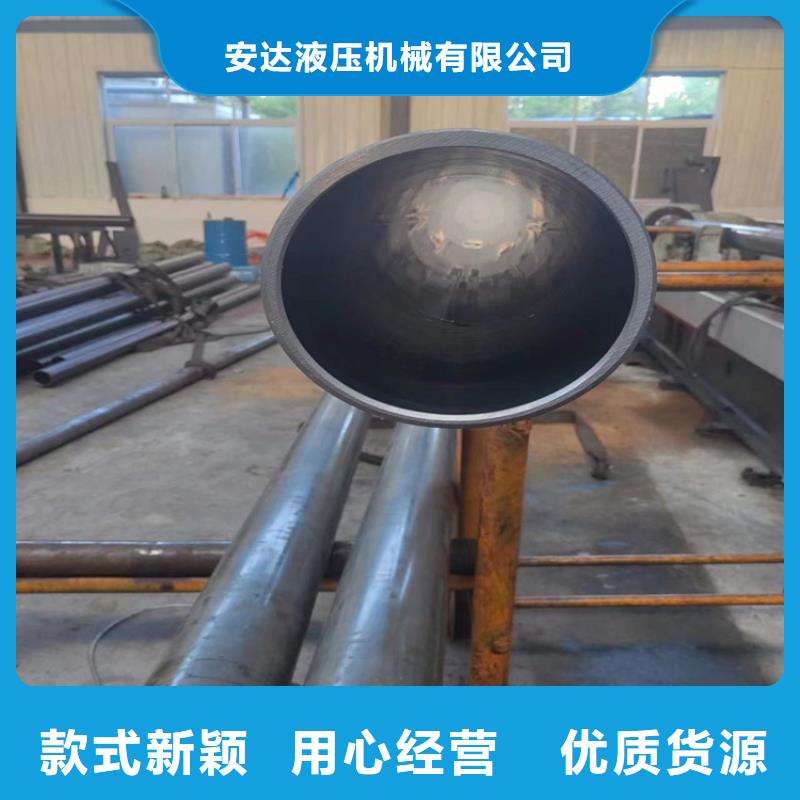
安达液压机械有限公司生产销售 浙江金华大口径厚壁珩磨管,产品具有外表美观、价格低廉、结实耐用等特点。 本公司以科学的生产工艺、严格的质量管理、先进的服务理念、合理的销售价格,赢得了国内外广大客户的信赖。 缔造精品、履行承诺、不断改进、追求完美”的质量方针和“忠诚营销、共创辉煌”的营销理念一直以来是我厂的经营理念和立足之本,我们将以优良的品质,优惠的价位,向您提供优质的服务。欢迎新老客户来参观指导或来电、来函洽淡业务。


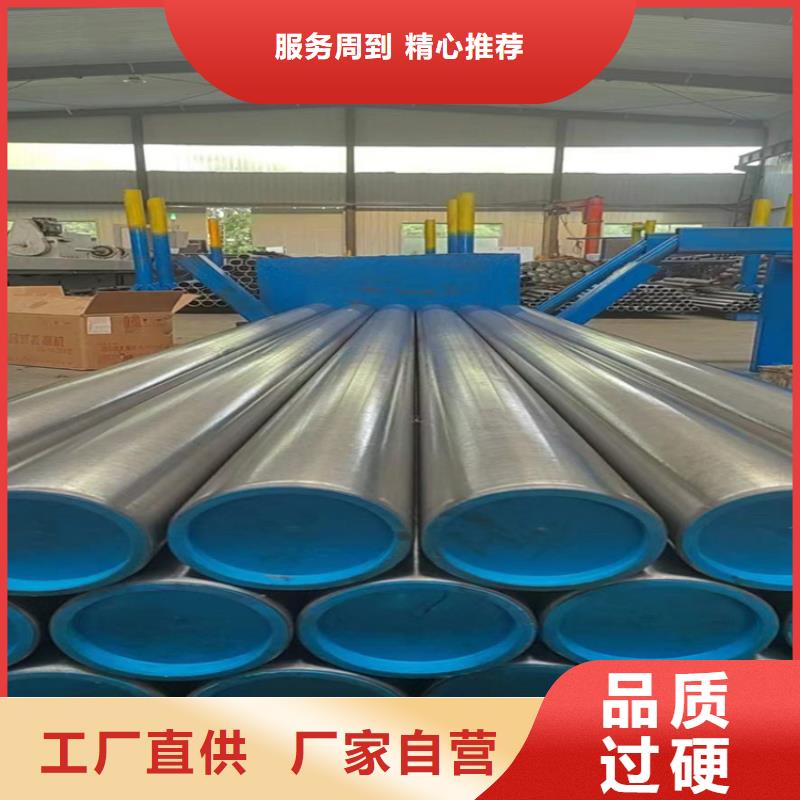
浙江金华珩磨管油缸管绗磨管如何正确布置珩磨管使用的焊条和焊剂应与焊管材料相匹配,品牌应有明确的基础数据、产品合格证和使用寿命。焊条和焊剂在使用前应按产品说明书进行干燥,使用期间应保持干燥,并在同 使用。焊条涂层应无脱落和裂纹。珩磨后表面良好,有利于润滑油的储存和油膜的维护。表面支撑率高,能承受较大载荷,提高产品使用寿命;加工范围广。主要加工圆柱孔。使用珩磨头,还可以加工锥形孔、椭圆孔等。加工精度高,主要是一些中小尺寸的光通孔,其圆柱度可小于0.001mm。部分壁厚不均匀的零件圆度可达0.002mm。对于大孔,圆度也可达到0.005mm,珩磨精度高于磨削精度。珩磨管是一种由无缝钢管制成的无缝钢管,用于机械结构或液压设备。钢管经过冷拔或冷轧处理。由于内外壁无氧化层,高压无泄漏,光洁度高,冷弯、扩口、压扁无变形,无裂纹,主要用于生产气动或液压产品。滚压管



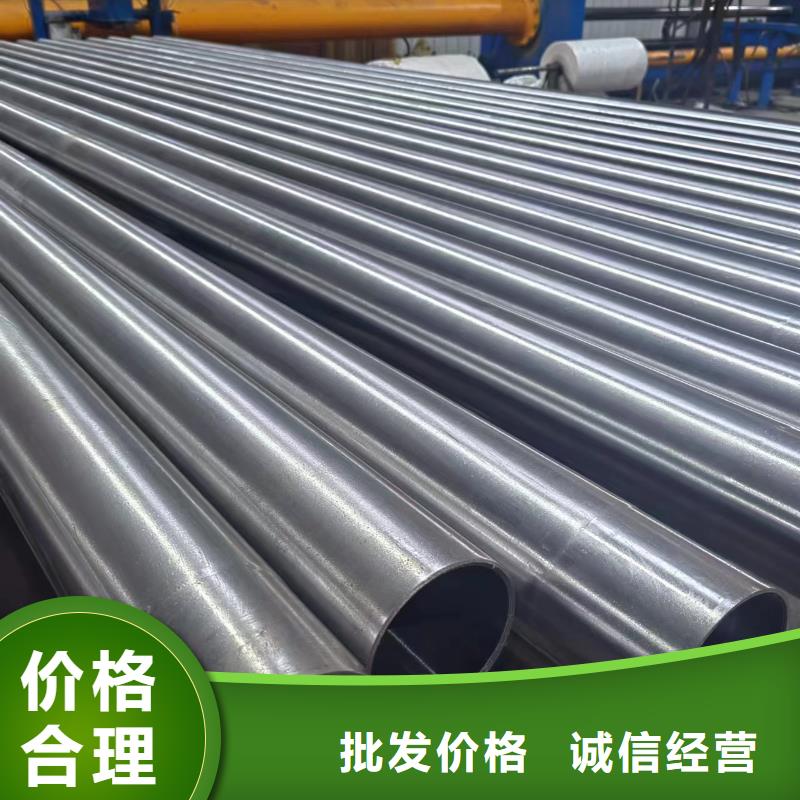
浙江金华珩磨管油缸管绗磨管很多钢管的偏心都是这个时候产生的,所以严格控制这穿孔环节 十分重要。精轧钢管 冷拔钢管 由于穿孔的原因 也会产生偏心问题:任何破坏由轧辊、顶头、导板三者形成的变形区几何形状正确性的因素,都将使毛管壁厚不均加剧。(1)顶头。①顶头的形状设计,理想的顶头辗轧锥应与轧辊出口锥平行,如果按照传统的马特维也夫公式设计顶头,其顶头的辗轧锥与轧辊的出口锥是不平行的,金属在这样一个逐渐扩大的间隙内变形,势必造成管壁辗轧不充分而导致毛管壁厚不均,而且,随送进角的增大毛管壁厚不均更加严重;②由于顶杆的刚度不够,在穿孔过程中产生弯曲,使顶头不能保持对中位置,从而使穿出的毛管壁厚不均;(2)导板。①导板距过大,在穿孔过程中是依靠导板的限制作用来保持穿孔中心线的,导板距大,顶头在上下位置变化大,使顶头不稳定,导致毛管壁厚不均。②上、下导板的不均匀磨损也会加剧壁厚不均程度。(3)轧辊。
①轧辊中心线偏斜:在生产过程中,由于穿孔机两侧压下螺丝安装不正确,或由于螺纹和轴承磨损而使两辊间轴向发生水平偏斜,两个轧辊的送进角不一致使变形区发生畸变而导致壁厚不均。
滚压管

总结选购【滚压管】-活塞杆厂家产地厂家直销来浙江省金华市找安达液压机械有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:高经理-17706353138,{QQ:3573482096},地址:[辽河路燕山路交叉口南500米东首]。