




文字或许能描绘护栏【防撞护栏立柱】实力厂家产品的轮廓,但视频却能赋予它生命。每一帧都是一次全新的体验,每一次点击都是一次心灵的触动。快来观看,让产品活起来!
以下是:护栏【防撞护栏立柱】实力厂家的图文介绍

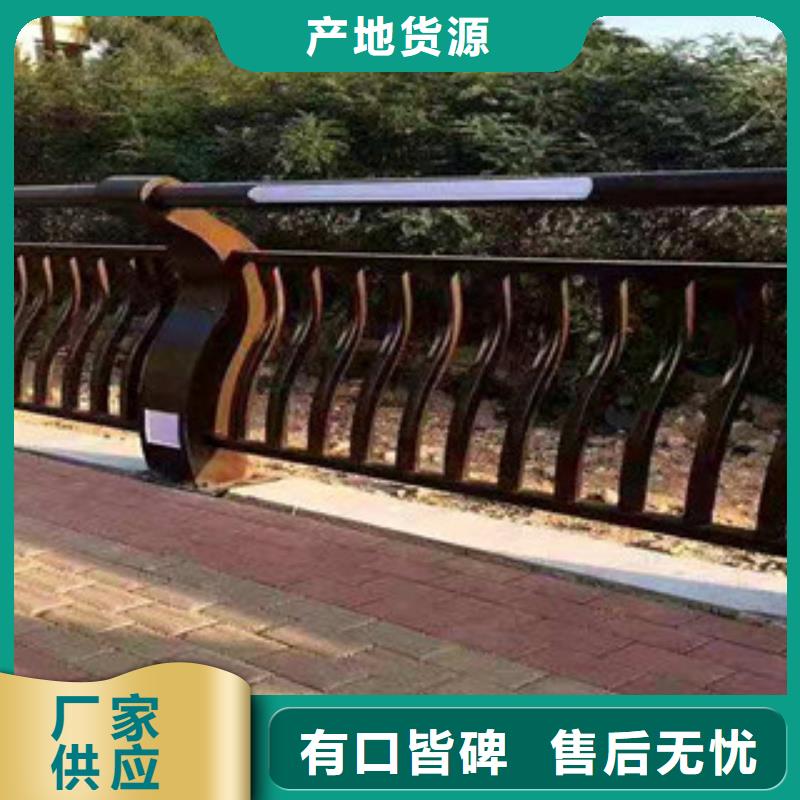
我公司常年生产销售:(吉林吉林) 本地 吉林吉林防撞立柱。以质量求生存,以信誉求发展,愿新老客户前来洽谈合作。
公司以良好的信誉、优质的产品、雄厚的实力、低廉的价格享誉全国30多个省、市、自治区、直辖市及国外,产品深得用户依赖。
公司在稳中求创新,与时俱进求发展的理念下发展状大,经过短时间的发展,现已初具规格,形成了一支思想正、作风硬、业务精的员工队伍。


不锈钢复合管外表有灰尘以及易除掉污垢物的,可用肥皂、弱洗刷来洗,粘结剂成份,运用酒精或(、苯)擦拭。以上是关于不锈钢复合管护栏标准和分类及不锈钢还装置和保养的内容就介绍到这里,希望可以协助到我们。我一直坚持以更优质的产品,更好地效劳的运营理念,为广阔用户效劳,并已建立络。 阳台不锈钢复合管护栏在乡村盛行不锈钢复合管护栏与围栏不锈钢望文生义不生锈,阳台不锈钢复合管护栏具有风吹日晒不生锈的优点。其实地说,倒也不是一定不生锈,先不说商场上的不锈钢有好有坏,不锈钢复合管护栏在装置时都需要焊接,那些焊接点一般都比较容易生锈。 不锈钢复合管做的阳台栏杆的质量强度很大,比起锌钢阳台栏杆或许略有不如。假如再加上价格、清洗便利等方面归纳考虑,阳台不锈钢复合管护栏能在乡村盛行,的确有其独到之处。但是如今乡村建房开端注重外墙造型美观,常见的有罗马柱和阳台栏杆调配,外墙砖也十分盛行,为什么人们喜爱不锈钢复合管护栏。 全体现浇栏杆作为一种新技能,因为采用的资料是混泥土,与房子全体的协调性非常好,方形水泥阳台栏杆造型美观大方,为房子的全体外形结构增加了一抹亮色。对比上面两张图就会发现,罗马柱和现浇栏杆的调配,的确在很多四四方方的房子中发挥了很大的效果,而且现浇水泥阳台栏杆十分健壮耐用,外面还能够喷上各种颜色的外墙漆,归纳下来,也是很合算的。 在很多别墅设计师和外墙施工专家的理念里,阳台不锈钢复合管护栏是不会出现在他们的脑际及著作中的。对于那些从建房之初,就想要把房子建成某种风格别墅的朋友,请慎重考虑他人提的定见,归纳考虑到了、价格、美观三方面的阳台现浇栏杆,是个不错的选择。



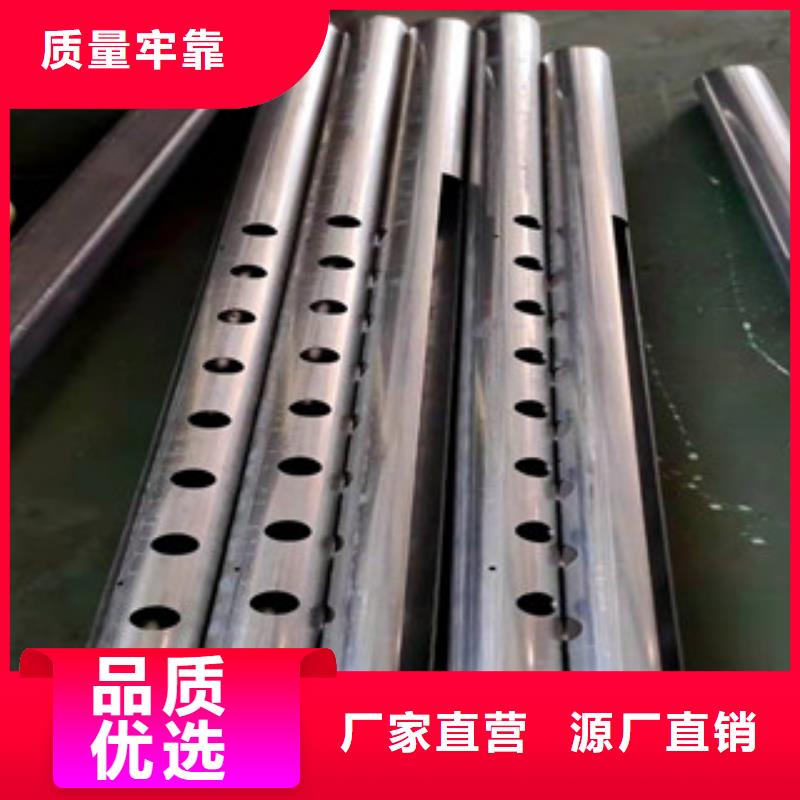
不锈钢复合管护栏焊接进程
如果因液态缩短和凝结缩短形成的体积缩短等于因外壳尺度缩小所形成的体积减缩,则凝结的外壳仍和内部液态金属紧密触摸,不会发生缩孔。可是,因为合金的液态缩短和凝结缩短超过硬壳的固态缩短,因而液体将与硬壳的顶面脱离。顺次进行下去,合金管硬壳不断加厚,液面将不断下降,待金属全部凝结后,在铸件上部就形成了一个倒锥形的缩孔。整个铸件的体积因温度下降至常温而不断缩小,使缩孔的 体积有所减小,但其值变化不大。如果铸件顶部设置冒口,缩孔将移至冒口中。以上对合金缩短规矩的剖析,仅涉及合金管成分、温度等自身因素对缩短的影响,没有考虑缩短进程中遇到的各种阻止,这种缩短称为自在缩短。实际上,合金管铸件在铸型中缩短时,要遭到各种阻止而使缩短不能自在进行,这时发生的缩短称为受阻缩短。受阻缩短率总小于自在缩短率,阻力更大时将出现裂纹。
焊接进程:先焊复合层,后焊底层,流程:封焊层——打底焊——过渡层——填充层——盖面层。管子对焊组对时,其内壁应齐平,内壁错边量不宜超过管壁厚度的10%,且应≤2mm。焊接时,应尽量选用多层焊,各焊层焊道的接头应尽量错开,焊道不宜太宽太厚。点固焊时管内有必要充氩,以保证点固焊焊缝质量。打底焊时,仰焊方位选用内填丝,立焊、平焊方位选用外填丝法进行焊接。应在坡口内引弧,禁止在非焊接部位引弧,接弧处应保证焊透与熔合,熄弧时应填满弧坑,焊接即将结束时,应减小氩气流量,避免气压过大使焊缝发生凹陷。焊丝不能与钨级触摸或直接深化电弧的弧柱区,避免损坏电弧的安稳和发生夹钨缺点,焊丝端部不得退出保护区,避免焊丝氧化。
如果因液态缩短和凝结缩短形成的体积缩短等于因外壳尺度缩小所形成的体积减缩,则凝结的外壳仍和内部液态金属紧密触摸,不会发生缩孔。可是,因为合金的液态缩短和凝结缩短超过硬壳的固态缩短,因而液体将与硬壳的顶面脱离。顺次进行下去,合金管硬壳不断加厚,液面将不断下降,待金属全部凝结后,在铸件上部就形成了一个倒锥形的缩孔。整个铸件的体积因温度下降至常温而不断缩小,使缩孔的 体积有所减小,但其值变化不大。如果铸件顶部设置冒口,缩孔将移至冒口中。以上对合金缩短规矩的剖析,仅涉及合金管成分、温度等自身因素对缩短的影响,没有考虑缩短进程中遇到的各种阻止,这种缩短称为自在缩短。实际上,合金管铸件在铸型中缩短时,要遭到各种阻止而使缩短不能自在进行,这时发生的缩短称为受阻缩短。受阻缩短率总小于自在缩短率,阻力更大时将出现裂纹。
焊接进程:先焊复合层,后焊底层,流程:封焊层——打底焊——过渡层——填充层——盖面层。管子对焊组对时,其内壁应齐平,内壁错边量不宜超过管壁厚度的10%,且应≤2mm。焊接时,应尽量选用多层焊,各焊层焊道的接头应尽量错开,焊道不宜太宽太厚。点固焊时管内有必要充氩,以保证点固焊焊缝质量。打底焊时,仰焊方位选用内填丝,立焊、平焊方位选用外填丝法进行焊接。应在坡口内引弧,禁止在非焊接部位引弧,接弧处应保证焊透与熔合,熄弧时应填满弧坑,焊接即将结束时,应减小氩气流量,避免气压过大使焊缝发生凹陷。焊丝不能与钨级触摸或直接深化电弧的弧柱区,避免损坏电弧的安稳和发生夹钨缺点,焊丝端部不得退出保护区,避免焊丝氧化。


