



无需繁琐的文字描述,观看我们的视频,让花键管-方钢用心做品质产品一览无余!
以下是:花键管-方钢用心做品质的图文介绍

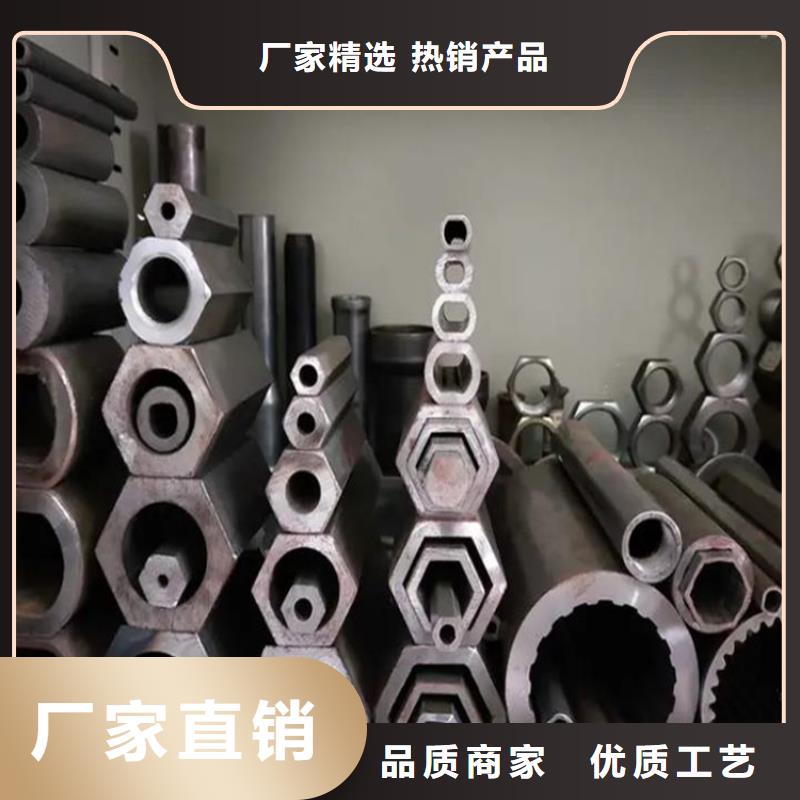
异形花键管退火技术条件:①普通灰铸铁以550℃为宜,超过550℃容易使部分渗碳体发生石墨化、颗粒化,导致异形花键精密无缝管强度、硬度下降。高合金灰铸铁温度可达650℃,低合金灰铸铁温度可达到600℃。其二,一般采用60~120℃/h的加热速度。 异形花键精密无缝管形状复杂,各部位差异大,宜慢热。③保暖时间一般选择在2~8小时。一般灰铸铁在550℃退火,保温2小时后,残余应力降到原来的60%,8小时后降到40%。④冷速一般控制在20~40℃/h,冷量不超过200~150℃即可烘干。注:铸造过程中,在未降至室温前,不得用水、雨、雪进行浸渍。异形花键精密无缝管生产完成后应放置平稳,小异形花键精密无缝管可堆叠。


通过采用上述技术方案,一次上下料即可完成规格标记与定位标记的加工,无需重复上下料,提高了花键管的加工效率。 8.可选的,所述标记刀冲头上固定有导向柱,所述机架上固定有支撑板,所述导向柱沿所述导向柱的轴向滑移连接所述支撑板上,所述导向柱贯穿所述支撑板;所述驱动组件包括定滑轮、牵引绳和复位弹性件,所述定滑轮转动连接于所述机架上,所述定滑轮设于所述下压驱动源与所述导向柱之间,所述牵引绳的一端与所述下压驱动源的输出端固定连接,所述牵引绳悬挂于所述定滑轮上,所述导向柱远离所述标记刀冲头的一端设有固定件,所述牵引绳的另一端与所述固定件连接,以驱使所述导向柱于所述支撑板上滑移,所述复位弹性件套设于所述导向柱上使得所述固定件保持有远离所述子模的趋势;



金帝钢管有限公司自成立以来,秉承“以质量求发展,以服务创品牌”的理念,依靠多年积累的 吉林吉林厚壁无缝钢管经验,雄厚的技术实力,高技能的技术人才,严格的检测手段,在我省“产学研基地”的技术指导下,为社会供应了大批优良 吉林吉林厚壁无缝钢管产品,得到了 吉林吉林厚壁无缝钢管业内工作者的好评.


为了提高花键管的加工效率,本技术提供一种花键管加工设备。 .方面,本技术提供一种花键管加工设备,采用如下的技术方案:一种花键管加工设备,包括:机架;子模,固定于所述机架上,所述子模上设有供花键管的一端插入的插入槽,所述插入槽的槽底设有规格标记;定位标记刀,沿所述插入槽的径向滑移连接于所述子模上;子模冲头,设于所述子模的一侧;下压驱动源,设于所述机架上驱使所述子模冲头靠近所述子模;标记刀冲头,沿所述插入槽的径向滑移连接于所述机架上;以及驱动组件,设于所述机架上驱使所述标记刀冲头冲压所述定位标记刀。



