


联系我们

您也许对江西本地以下产品新闻也感兴趣
- 滚压管航磨管品质好才是硬道理
- 研磨管调质光轴信誉有保证
- 防撞桥梁护栏定制
- 雨水管_铝合金檐沟卓越品质正品保障
- 铝合金雨水管-【铝合金檐沟】用心做好细节
- 彩铝天沟厂房彩钢雨水管品质保证
- 电工钢【酸洗卷】海量现货直销
- 冷轧板卷酸洗板卷专心专注专业
- 400KW电源车出租口碑好本地厂家
- 仿古太阳能智能候车亭推荐
- 非膨胀型防火涂料厂家
- 公园精神堡垒质量优
- 维修电话【泽信】移动资料柜
- 生产厂家稻壳漆按需定制
- 昌江县多功能可定制宣传栏灯箱 户外宣传栏灯箱 不锈钢宣传栏灯箱 太阳能宣传栏灯箱 发光宣传栏灯箱 垃圾分类宣传栏灯箱 户外防锈液压宣传栏灯箱 校园宣传栏灯箱定制 文化长廊宣传栏灯箱 核心价值观宣传栏灯箱 太阳能滚动宣传栏灯箱 壁挂式宣传栏灯箱 落地式宣传栏灯箱 厂区宣传栏灯箱 学校文化宣传栏灯箱 小区公告宣传栏灯箱 社区宣传栏灯箱 街道宣传栏灯箱 巷口宣传栏灯箱学校
当前位置:
聊城 安达液压机械有限公司
江西本地行业News
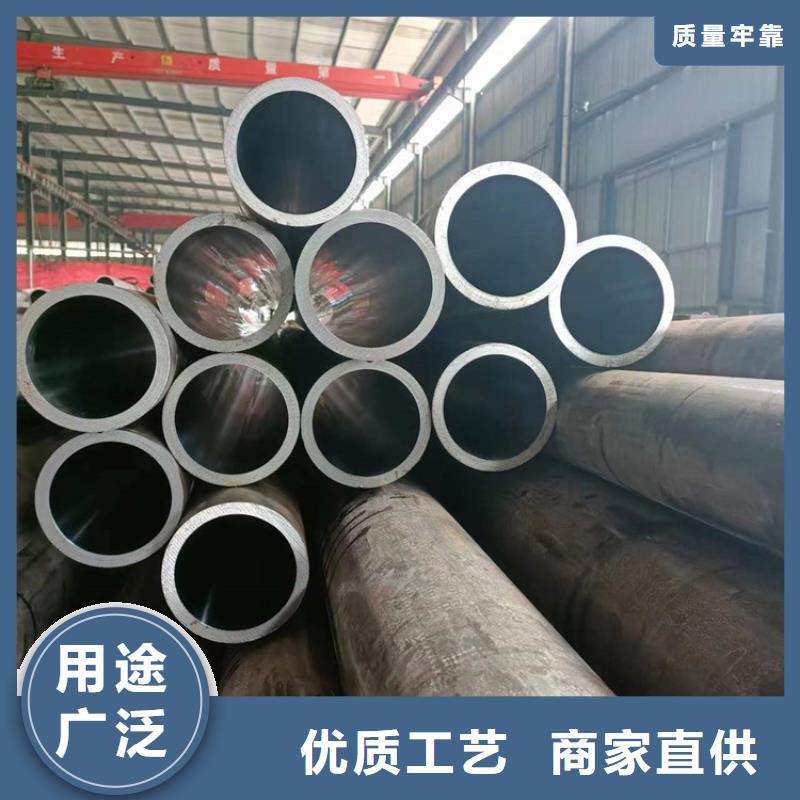
绗磨管,绗磨管生产厂家生产厂家
更新时间:2025-01-23 20:26:28 浏览次数:18 公司名称:聊城 安达液压机械有限公司
以下是:绗磨管,绗磨管生产厂家生产厂家的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 5900/吨 |
| 发货期限 | 2天 |
| 供货总量 | 不限 |
| 运费说明 | 电议 |
| 最小起订 | 0.1吨 |
| 质量等级 | 正品 |
| 是否厂家 | 是 |
| 产品材质 | 20# |
| 产品品牌 | 九冶 |
| 发货城市 | 聊城 |
| 产品产地 | 聊城 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
| 产品颜色 | 金属色 |
| 适用领域 | 油缸 机械加工 |
| 是否进口 | 否 |
| 颜色 | 有色金属 |
| 材质 | 20#/45#/16Mn/27SiMn/304不锈钢 |
| 厂家地址 | 山东聊城 |
| 品牌 | 九冶 |
| 加工定制 | 是 |
以下是:绗磨管,绗磨管生产厂家生产厂家的图文视频





绗磨管,绗磨管生产厂家生产厂家,安达液压机械有限公司为您提供绗磨管,绗磨管生产厂家生产厂家产品案例,联系人:高经理,电话:17706353138、17706353138,QQ:3573482096,发货地:聊城辽河路燕山路交叉口南500米东首发货到江西省 南昌市、景德镇市、九江市、赣州市、萍乡市、新余市、吉安市、上饶市、抚州市、宜春市。 江西省 江西省,简称“赣”,是中华人民共和国省级行政区,省会为南昌市,位于中国东南部,长江中下游南岸,处北纬24°29′14″至30°04′43″与东经113°34′18″至118°28′56″之间,东邻浙江省、福建省,南连广东省,西挨湖南省,北毗长江共接湖北省、安徽省,为长三角、珠三角、海峡西岸的中心腹地。全省总面积16.69万平方千米。截至2023年,江西省辖11个地级市、27个市辖区、12个县级市、61个县,合计100个县级区划。截至2022年末,江西省常住人口4527.98万人,比上年末增加10.58万人。
想要了解绗磨管,绗磨管生产厂家生产厂家产品吗?点击观看我们上传的视频介绍,它将用更直观的方式展现产品的特点和优势,让您对产品有更深入的了解。
以下是:绗磨管,绗磨管生产厂家生产厂家的图文介绍


江西企业旺旺珩磨管绗磨管油缸管钢市上演了一小波反弹行情,累计持续两周左右。以上海市场为例,大口径绗磨管现货价格从3600元/吨涨至3760元/吨,上涨160元/吨,同一时间内北京市场仅反弹100元/吨。这反映出行情仍受需求预期驱动较强,心理因素起到了一定推动作用45#绗磨管滚压工艺光洁度是效的 油缸是工程机械主要部件,传统的加工方法是:拉削缸体——精镗缸体——磨削缸体。采用滚压方法是:拉削缸体——精镗缸体——滚压缸体,工序是3部分,但时间上对比:磨削缸体1米大概在1-2天的时间,滚压缸体1米大概在10-30分钟的时间。投入对比:磨床或绗磨机(几万——几百万),滚压刀(1仟——几万)。滚压后,孔表面粗糙度由幢滚前Ra3.2~6.3um减小为Ra0.4~0.8&um,孔的表面硬度提高约30%,缸筒内表面疲劳强度提高25%。油缸使用寿命若只考虑缸筒影响,提高2~3倍,镗削滚压工艺较磨削工艺效率提高3倍左右。以上数据说明,滚压工艺是的,能大大提高缸筒的表面质量。



安达液压机械有限公司主营: 江西大口径厚壁珩磨管 等。公司位于辽河路燕山路交叉口南500米东首,交通便利、地理位置优越。 公司本着“客户至上 精益求精”的质量方针,市场是企业的方向、质量是企业的生命。客户想到的我们要做到,客户没想到的我们要重视合同“确保质量,准时交付”。我公司真诚欢迎社会各界人士来公司参观指导,商务洽谈,同创双赢,共达辉煌。
绗磨管,绗磨管生产厂家生产厂家


江西企业旺旺珩磨管绗磨管油缸管45#绗磨管无需加工可直接用于液压油缸套缸体,油缸拉杆等液压油缸产品。绗磨精度高,内孔精度H7-H10,内孔粗糙度小于0.63nm,标准直线度小于0.3mm/m.。高精度珩磨管应用于液压,缸筒,管线,纺织,印刷,减震,精密轴套等高精度机械领域,45#绗磨管内表面与活塞密封是引起液压油缸内泻的主要因素,如果绗磨管内产生纵向拉痕,即使更新的活塞密封,也不能有效的排除故障,绗磨管内表面主要检查尺寸公差、行位公差是否满足技术要求,有无纵向拉痕,并测量拉痕深度,采取相应解决办法。



江西企业旺旺珩磨管绗磨管油缸管精密绗磨管的化学成分有碳C、硅Si、锰Mn、硫S、磷P、铬Cr精密绗磨管的推广应用对节约钢材,提高加工工效,减少加工工序或设备投资有重要意义,可以节约 费用和加工工时,提高生产量和材料利用率,同时有利于提高产品质量,降低成本,对提高经济效益有重要意义。选用滚压油缸管的注意事项1、滚压油缸管压力选择是否正确,对滚压后表面粗糙度、尺寸、精度都有影响。一般情况下,滚压油缸管力增加,表面粗糙度提高。但是滚压力增加到一定程度,表面粗糙度不再提高。如继续增加,滚压表面开始恶化,甚至出现裂纹。2、提高工件表面粗糙度,采用滚压加工效果 。在预加工粗糙度达Ra1.6时,只要过盈量合适,粗糙度可达Ra0.2以上。但当预加工粗糙度只有Ra6.4~Ra3.2,加工表面有振动乱刀纹时,那么较深的刀纹不能被滚压光,这只有增加过盈量再次滚压。如果孔的椭圆度和锥度过大,滚压后上述缺陷仍然存在,同时粗糙度大。因此,预加工表面 小于Ra3.2,几何精度在一、二级以上,能获得小的粗糙度,较理想的精度。3、滚压油缸管材料软,塑性大,容易被滚压光。随着塑性降低,硬度的提高, 变形量随之减少。一般来说钢和铜的滚压效果较好,铸铁的效果较差。可锻铁,球墨铸铁比灰口铸铁的滚压效果要好。滚压铸铁件时,当铸件的材料硬度不均匀时,被滚压表面的缺陷(气孔、砂眼等)会马上显露出来。因此,当铸件表面缺隐较多,质量较差时不宜采用滚压工艺。4、滚压油缸管过盈量的大小对表面粗糙度和几何精度的影响很大。通过试验得知,合理的滚压过盈量为0.027~0.036mm,此时得到的表面粗糙度为小。 过盈量受多种因素的影响,因此 过盈量的确定要根据具体条件多次试验来确定。滚压工具通常有滚珠、圆柱形滚柱、圆锥形滚柱、滚轮等。但用滚珠作为变形构件可降低整个滚压工具成本。而且滚珠的精度高,硬度高,与工件接触面小,用较小的滚压力,较小的过盈量可获得较高的压强,较小的粗糙度。而且滚珠的使用寿命长,不易磨损,价格便宜,易更换。

选购绗磨管,绗磨管生产厂家生产厂家来江西省找安达液压机械有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:高经理-17706353138,{QQ:3573482096},地址:[辽河路燕山路交叉口南500米东首]。