


产品详细介绍
以下是:双面埋弧探伤钢板卷筒345R正火卷筒加工上门服务的产品参数
导读 双面埋弧探伤钢板卷筒345R正火卷筒加工上门服务,山特金属制品有限公司专业从事双面埋弧探伤钢板卷筒345R正火卷筒加工上门服务,联系人:张经理,电话:13863598006、15206358344,QQ:940273024,发货地:聊城经济开发区汇通国际金属物流园发货到江苏省 南京市、苏州市、连云港市、无锡市、常州市、淮安市、徐州市、盐城市、镇江市、南通市、泰州市、宿迁市、扬州市,以下是双面埋弧探伤钢板卷筒345R正火卷筒加工上门服务的详细页面。 江苏省 江苏省下辖地级市全部进入全国百强,综合实力百强区、百强县、百强镇数量位居全国。江苏地区发展与民生指数(DLI)居全国省域,成为中国综合发展水平的省份。江苏省域经济综合竞争力居全国前列,拥有全国规模的制造业集群,实际使用外资规模居全国首位,人均GDP自2009年起连续居全国各省、自治区位,,已步入“中上等”发达水平。
我们的双面埋弧探伤钢板卷筒345R正火卷筒加工上门服务视频现已上线,解锁产品新视界,视频带你一探究竟!
以下是:双面埋弧探伤钢板卷筒345R正火卷筒加工上门服务的图文介绍

厚壁钢板卷管锥形卷管、异形卷管工艺流程图 锥形卷管、异形卷管成型注意事项: ①把卷板机上面的管子一端抬高,把小锥面放在低端,卷制时不断移动大端,大端的进入速度要加快; ②在辊子的一段加一个旁轮卷锥装置; ③在卷板机的下辊两侧装两个锥筒,卷制的时候把小端靠在锥筒上,小端的板边就会倚着锥筒往里进. :大口径卷管、厚壁卷管、大口径厚壁卷管加工工艺流程图


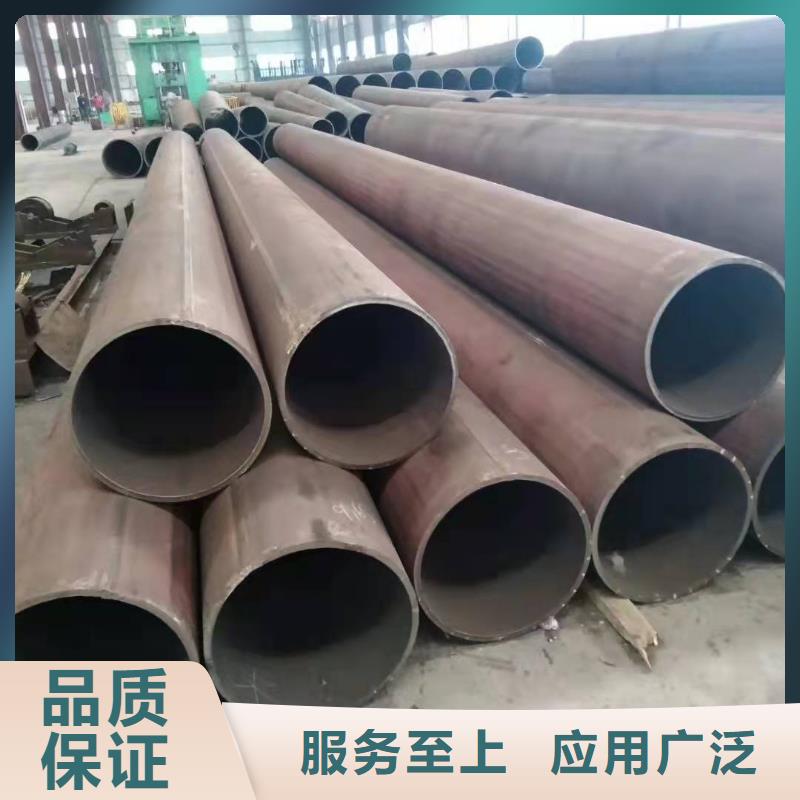
钢板卷管钢板卷管采用一次性成型工艺,卷制时,先将钢板两头压弯,直径应小于卷管直径。然后调整滚床压力,分二到三次卷制钢管。将卷好的管节点焊加固,御下滚床后运往焊接平台施焊。对焊接完的管节进行第二次滚圆,卷管的校圆样板的弧长应为管子周长的1/6~1/4;样板与管内壁的不贴合间隙应符合下列规定: 1对接纵缝不得大于壁厚的10%加2mm,且不得大于3mm。 2离管端200mm的对接纵缝处不得大于2mm。 3其他部位不得大于1mm。 4卷管端面与中心线的垂直偏差不得大于管子外径的1%,且不得大于3mm。平直度偏差不得大于1mm/m。 5焊缝不能双面成型的卷管,当公称直径大于或等于600mm时,宜在管内进行封底焊。



钢板卷管管节的卷制 在卷管加工过程中,应防止板材表面损伤。对有严重伤痕的部位必须进行修磨,使其圆滑过渡,且修磨处的壁厚不得小于设计壁厚。钢板卷管采用一次性成型工艺,卷制时,先将钢板两头压弯,直径应小于卷管直径。然后调整滚床压力,分二到三次卷制钢管。将卷好的管节点焊加固,御下滚床后运往焊接平台施焊。对焊接完的管节进行第二次滚圆,卷管的校圆样板的弧长应为管子周长的1/6~1/4;样板与管内壁的不贴合间隙应符合下列规定: 1对接纵缝不得大于壁厚的10%加2mm,且不得大于3mm。 2离管端200mm的对接纵缝处不得大于2mm。 3其他部位不得大于1mm。 4卷管端面与中心线的垂直偏差不得大于管子外径的1%,且不得大于3mm。平直度偏差不得大于1mm/m。 5焊缝不能双面成型的卷管,当公称直径大于或等于600mm时,宜在管内进行封底焊。


山特金属制品有限公司是一家经相关部门批准注册的企业,是一家经营、批发、加工各种 江苏桥式滤水管为一体的公司,公司以“用心服务”为核心价值,凭着良好的信用、专业水平和不懈努力与多家企业建立了长期的合作关系。公司一直秉承以用户需求为核心,在专注本地市场开拓的同时,为企业及个人提供优质的服务,用心的服务赢得了众多企业的信赖和好评,在江苏逐渐树立起公司良好品牌。公司不仅仅提供专业的服务,同时还建立了完善的售后服务体系。我们相信,通过我们的不断努力和追求,一定能够实现与您的互利共赢!


总结双面埋弧探伤钢板卷筒345R正火卷筒加工上门服务,山特金属制品有限公司为您提供双面埋弧探伤钢板卷筒345R正火卷筒加工上门服务产品案例,联系人:张经理,电话:13863598006、15206358344,QQ:940273024,发货地:经济开发区汇通国际金属物流园。