





想要更直观地感受弯管弯管厂家一站式服务产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
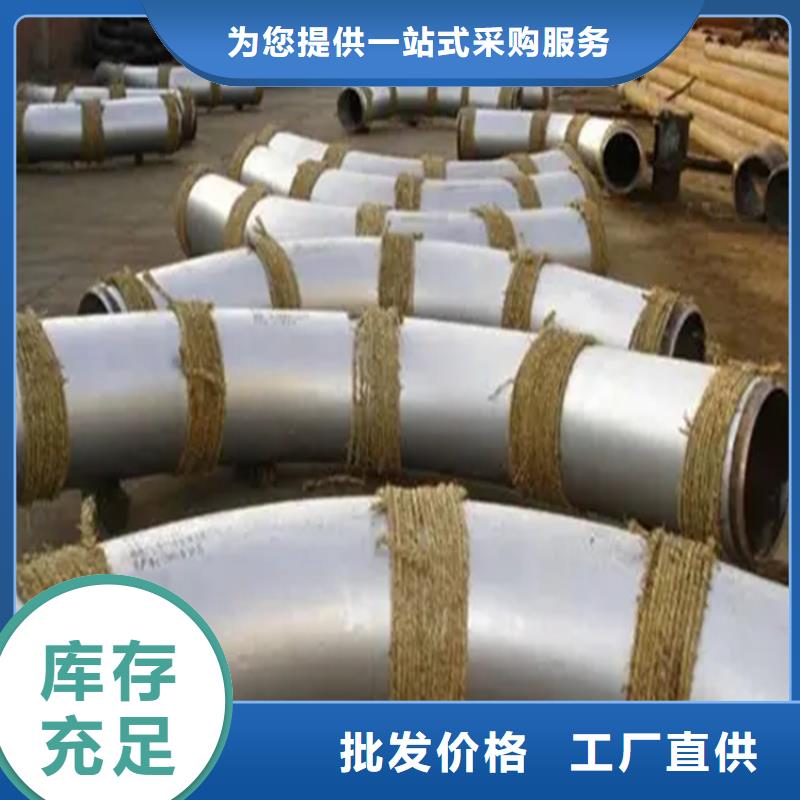
以下是:弯管弯管厂家一站式服务的图文介绍


全自动弯管机主要是由哪些零件组成的? 全自动弯管机主要由扩管机、扩管器、稳压源和自动控制仪等部件组成,弯管机主要由电机、齿轮减速箱和电器开关等部件组成,主要用于驱动扩管器作旋转运动,从而实现密封。 膨胀管是由膨胀棒、膨胀壳和滚筒组成的,实际上也就是我们常说的轮子,是一种膨胀的工具。 自控仪主要用于对管道进行自动控制,能达到各管具有相同的胀紧度,同时还能保证管道胀接质量,避免管道出现过胀或过胀现象。此外,控制仪还设有漏电保护装置,该保护装置能在工具发生漏电时自动切断电源。 稳压源主要由电气元件组成,在工作过程中,它能使电压值稳定在一定范围内,从而有效地控制稳压源的胀紧度。 全自动弯管机主要是由这些部件组成的,希望你能对其有更多的了解。



全自动弯管机应用防皱模有哪些关键点? 在全自动弯管机运用的是直径很大的水管、而弯曲半径较为小、厚壁又薄的时候,应运用防皱模与球芯棒。 水管弯折的情况下,其轴线里侧的原材料被缩小,当弯折至指定的视角,因为原材料缩小力大,会让原材料被推回来,并超出切点,假如这个地方的壁厚没有被弯模支撑,便会产生皱褶。就算后面在芯轴与弯模铺平,皱褶还是会存在,且在弯折完后,管上面也会出现一个大的皱褶。 应用防皱模,能够这个地方的支撑力度,让壁厚在缩小后匀称变厚,几乎不会皱褶。但因为调节不善,在已成皱褶后,防皱模还是不能够去掉褶皱。 防皱模的外形十分关键。水管拖动经过的槽应该稍微比管的直径大一点,可以是壁厚的10%,还要打磨光滑,以防止出现刮伤。 防皱模的前边应该特别薄,拉至弯模的切点处,用弯模来支撑,并多方面加固,营造一个封闭腔,好降低弯折时的摩擦阻力,防皱模在安装的时候,应略微一个不大的锥度。压膜的工作压力应调节得适度。安装与调节防皱模的时候,尽可能应用“调节芯棒”,在夹模夹紧的状况下来做。 在弯折的过程中,防皱模应该涂上适当的一层油,不过太多或是太稠的油还是会在这个地方出现皱褶,所以就要把握好这个量。 那以上就是全自动弯管机在应用防皱模的几个关键点了,大家可以了解一下!

全自动弯管机的价格和服务是成正比的 相比液压弯管机,全自动弯管机的价格要高出不少,但对于家具业的弯管加工,特别是像座椅这样的弯管加工来说,还是很有优势的,全自动设备的价格比液压弯管机高出不少。但为何全自动弯管机在家具业仍然如此受市场欢迎呢,其实也不难理解,对于小型企业而言,每台全自动弯管机的售价是一个很大的障碍。由于液压弯管机成本较低,在售后的维修技术难度较大,而且修理费用也要有许多优点,对于大直径的管材液压弯管机可以另外购买,而全自动弯管机如果这样的话,成本费用会让企业考虑与产量对比。 与全自动弯管机床相比,普通液压弯管机床针对的客户群与全自动弯管机床针对的客户群完全不同,一个是一般市场客户群,两者在市场上的需求理念不一样,在选择全自动弯管机床的客户群时,对全自动设备的价格问题没有考虑,要的是产品的质量和设备性能的稳定性,所以我们的产品制造理念也不一样。 综上所述,不要说全自动弯管机价格太贵了什么的,相应的质量与售后以及服务,都是会更上一层楼的!


使用方法:成型过程中润滑对产品质量的影响: 企业在传统的弯管生产工艺中,为得到更好的弯管表面质量,会采取很多的办法,其中包括:采用更先进的弯管机,用强度更高的模具,或者采用润滑产品等办法。采用的弯管机和强度高的模具,企业往往都需要投入非常大的资金来完成,只有采用弯管润滑产品是比较低廉和快速的达到企业产品品质的要求。可是在传统的生产工艺中:油基弯管润滑产品可以满足企业在弯管生产中弯管质量的要求,但是油基弯管润滑产品的不易清洗性和对环境的污染就非常突出的表现出来,这样企业就必须采用更多的手段去因为采用油基弯管润滑产品对终产品质量的影响,为此投入比较多的精力和资金。而IRMCO弯管水基润滑脂的到来即满足了企业对弯管产品质量的要求,又可以避免和减少企业因为采用油基弯管润滑产品而增加的投入,完全优化企业生产工序。 在传统的油基润滑产品应用过程中,企业的生产效率被极大的制约,因为油基润滑产品的流动性和极难清洗性,更造成了对生产环境和工人工作条件的污染,企业这些污染往往需要花费大量的金钱和人力物力。采用可以为企业减少甚至避免上述清理污染的人力物力的付出,其免洗可直接焊接的特性,更大大的提高企业的生产效率和产品品质。而IRMCO水基弯管脂的用量通常情况下可以比传统的润滑油可以减少50%-80%的用量,可以为企业节省更多的费用。



航萧管件有限公司是生产 上海嘉定H型钢拉弯的专业厂家,我公司本着“质量di yi,服务至上”的经营宗旨,重视科技创新,始终认为:科学技术是di yi生产力。本公司拥有一批高技术、高素质的员工队伍,以对产品高度认真负责的态度,精益求精、一丝不苟的工作作风,地出色完成客户对我们的要求,我公司生产的 上海嘉定H型钢拉弯受到用户一致好评。
本厂坚持“服务客户、产品稳定”的原则,不断吸收国内外同类产品的优点,力求在质量与外观质量满足客户,使产品更适应市场需求。我们将一如既往地以较好的产品质量、良好的售后服务,与您携手共创美好明天!


弯管加工全过程中必须留意的流程。弯头和弯管全是用于更改管道方位的管道管件商品,在各种工程项目中弯管的应用总数要比弯头大许多 。弯头是历经适度弯折以合适应用的水管,弯管加工一般是依据特殊必须生产加工生产制造的。肘部和肘部长于肘部,R高于肘部2倍,r=1~2倍为肘部。 弯管加工全过程中冷煨弯头可以用水管,立即用数控弯管机弯做成型,一次性能够 生产加工弯头出去,并且无需二次防腐蚀,但弯管要生产厂家订制,要做防腐蚀,订购时间长;弯头价格对比弯管要低些。 当煨制弯头椭圆形率或皱褶不平度超出规范规定时,只有报费,再行煨制。原油化工管道选用加温方式煨制弯头时,以便降低圆钢管横断面的形变,应向管中灌进经加温风干的河沙,并随灌随敲击壁厚,以确保干砂填满填实。对煨弯头段的加温溫度要操纵在一定范畴内,过高、过低都是危害弯头的品质。选用冷拔煨制弯头时,模套采用要适合;针对较薄壁厚煨制弯头时,以便避免横断面形变,应选用管中灌砂、填满打实,再选装适合模套,开展煨制。 外径在200mm以下的工业配管,请尽量选择烧弯。在不可以选用煨制弯头的状况下,可选用焊制弯头。硬聚乙烯塑料软管做为给、污水管道时,能够 选用注塑工艺的急弯弯的头。外径超过200mm的卷焊直缝管,一般选用焊制弯头。



