





无论您是初次接触还是已经熟悉,我们的护栏厂家【不锈钢碳素钢复合管】精品优选产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
以下是:护栏厂家【不锈钢碳素钢复合管】精品优选的图文介绍


由于市政护栏的使用环境,它们会更容易遭受到风吹日晒的“折磨”。在这整个过程中,如果日常维护及保养没有做好,很可能会对护栏造成伤害。因此,如何面对这种问题,才是我们接下来应该做的。以下内容中,市政护栏厂家就来为大家详细介绍。 步,不定期检查护栏的五金部件是否出现松动现象,如果发生松动,则需要及时进行维修。其次,护栏的紧固件一般都是铁质的,这种材料很容易发生锈蚀,所以也需要定期查看,并做好更替。 第二步,如果护栏表面的商标有破损情况,则可以用温水、弱洗涤剂清洗,粘结剂部分可以用酒精或有机剂清洗。 第三步,如果护栏是铁质的,为了避免金属生锈,需要按期用棉布蘸上少量的防锈油或缝纫机油擦拭表层局部,从而保证铁艺栏杆的光亮如新。第四步,如果市政护栏表面有锈蚀状况,护栏厂家可以用砂纸摩擦掉锈蚀的部分,当然也可以用硝酸擦洗或者购买专门的清洗药品护栏的检查还包括检查各类护栏结构部分有无损坏或变形,以及立柱与水平构件的紧固状况;污秽程度及油漆状况;拉索的松弛程度和护栏及反光膜的缺损情况等



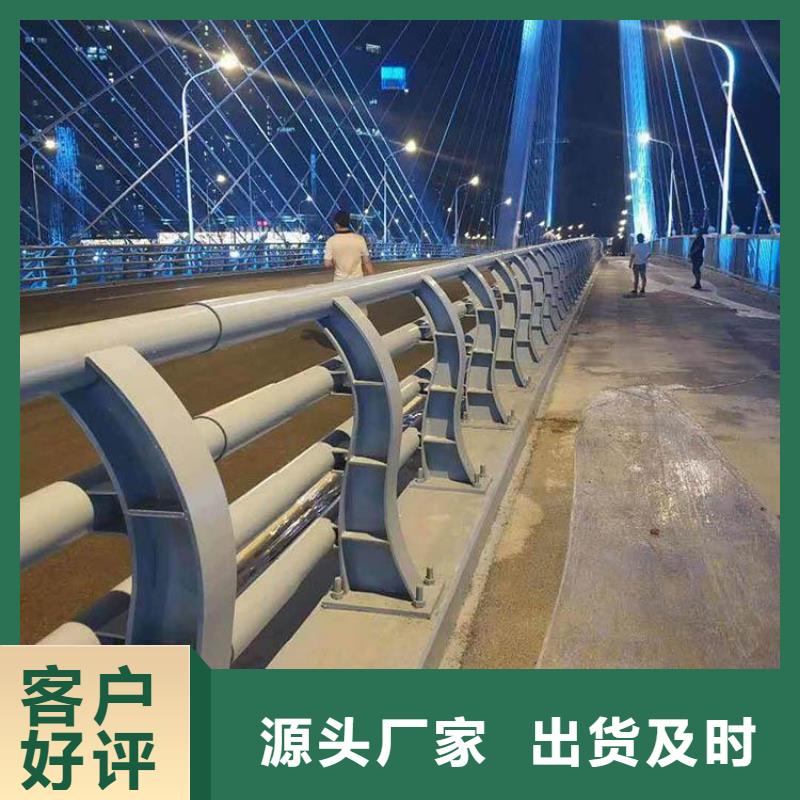
不锈钢护栏防撞性能评价标准1、车辆与不锈钢护栏发生碰撞时应能保证车内乘员的生命,不受到严重事故。2、每一种等级的各种形式不锈钢护栏均应根据应用路段,按照评价等级相应的车辆总质量,选择小型客车、大型车辆两种车型进行实车碰撞试验。3、不锈钢护栏应有良好的导向性能,护栏厂家车辆碰撞后的驶出角度应小于碰撞角度的60%。锈钢桥梁护栏形式的选择,首先应根据公路等级,综合考虑其性、协调性、需防护对象的特性及现场几何条件等因素确定防撞等级,然后再根据本身结构、经济性以及施工和养护维修等因素进行构造形式的选择。金属制不锈钢桥梁护栏的立柱和横梁是不锈钢桥梁护栏的受力构件,需要具有良好的吸收车辆碰撞能量的特性,同时也要便于加工和安装。


客户导向,彰显特色、打造客户心中的一线品牌-绿洲安防科技有限公司,公司主营: 湖南 Q235钢板立柱,欢迎询价。



因此选用不锈钢护栏作焚烧炉过热器较志向,其外层基管可选用具有耐焚烧高温以及耐腐蚀气氛的材料,如Sanicro65合金(21%Cr、8.5%Mo、Ni基),而内层材料可选用具有耐应力腐蚀裂纹的碳钢或铬钼钢。由这两种材料进行匹配并用冶金结合方法制成的不锈钢护栏具有焚化炉过热器的运用要求,并且它还具有较低的热膨胀系数不锈钢复合管护栏,工作时的热应力较低,具有较高的导热系数,使焚化炉过热器的热效率较高,这是以往开发的防护方法所不及的。护栏厂家因此,欧洲、美国等自1971年装置先进台不锈钢护栏焚烧炉过热器和水冷壁用管以来,已运用了200万m不锈钢护栏(1985-1987年报道数据),并已有超越10年的实际运用成绩。


3.2 坡口形式可采用GB/T13148的对接6号。3.3 焊前应采用机械方法及有机溶剂,焊缝表面和焊接坡口两侧至少各20mm范围内的油污、锈迹、金属屑、氧化膜及其他污物。3.4 焊条采用GB/T983 “不锈钢焊条”规定的A302(E309)焊条规格为Φ3.2. 3.5 焊接方法
采用手工电弧焊;对要求较高的焊缝可以采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧时,焊丝采用同E309相同成分的A302焊丝。.6 焊接设备焊接设备应满足焊接工艺要求,并符合有关设备标准的规定。采用手工电弧焊时采用直流电焊机。3.7 焊接程序先焊复材(不锈钢管),再焊过渡层, 焊基材(碳钢管)。3.8 焊接要求复材焊缝表面应尽可能与复材表面保持平整、光顺。焊接过渡层时,要在保证熔合良好的前提下,护栏厂家尽量减少基材金属的熔入量,即降低熔和比为此应采用较小直径的焊条或焊丝,及较小的焊接丝能量。对接焊缝的余高应不大于1.5mm。
采用手工电弧焊;对要求较高的焊缝可以采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧时,焊丝采用同E309相同成分的A302焊丝。.6 焊接设备焊接设备应满足焊接工艺要求,并符合有关设备标准的规定。采用手工电弧焊时采用直流电焊机。3.7 焊接程序先焊复材(不锈钢管),再焊过渡层, 焊基材(碳钢管)。3.8 焊接要求复材焊缝表面应尽可能与复材表面保持平整、光顺。焊接过渡层时,要在保证熔合良好的前提下,护栏厂家尽量减少基材金属的熔入量,即降低熔和比为此应采用较小直径的焊条或焊丝,及较小的焊接丝能量。对接焊缝的余高应不大于1.5mm。



