




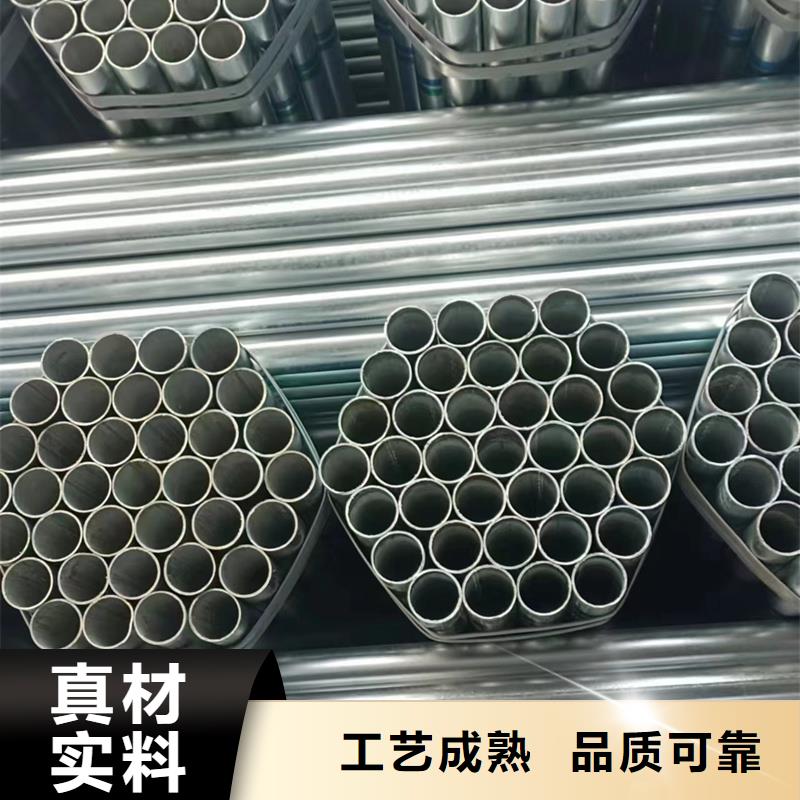

我们精心制作的镀锌管【热镀锌方管】批发货源产品视频已经准备就绪,让您一睹产品的风采。无论您是初次接触还是再次了解,视频都将为您带来全新的视角和体验。
以下是:镀锌管【热镀锌方管】批发货源的图文介绍

盾构据进同步灌浆系统选用湖南热镀锌管厂家灌浆量和注浆压力双参数控制,以确保添充效果。在盾构本身选用内藏式压浆管道,共设个压注点,每个灌浆点可单独控制压力和压注量,并有压力流量及压进量表明。及时充足地同步灌浆,可减少地层沉降,并使已成隧道尽早平稳泥水处理泥水处理系统分成解决调节新浆自造弃浆和供水等分系统,处理设备采用滚动筛除砂器和清洁器。泥水处理步骤为:盾构排出浆体,级解决分系统,沉砂池,二级处理分系统,泥浆池,三级处理分系统,调节池,由输送泵送往盾构开挖面。道路结构同步施工选用盾构开掘和内部道路构造同时进行的施工方法,可充分利用隧道空间,满足开掘施工所需的大空间交通,有益于圆隧道的抗浮平稳,减少工期。其施工流程如下:盾构掘进机前行,道路结构预制“口”形结构起吊到位,以上流程循环,距离后路面两边及路面板制做两边防撞侧石浇筑,盾构进后。


为全力保障用户权益,鑫豪管业有限公司设有技术强大的售后服务团队,在全国设有5个授权售后服务站,每个服务站配备2-3名售后工程师随时待命,确保做到2小时内响应,24小时内到达现场,72小时内解决问题,解除您的后顾之忧。
通过十年的快速发展,公司在企业规模、 湖南6分镀锌圆管研发实力和市场占有率等方面都颇具实力,是国内高认可度的 湖南6分镀锌圆管解决方案提供商。



在实际监理工作中,集中控制采用集中倒角和无钝边。双层焊接工艺降低了不完全穿透的可能性。
电极应根据镀锌管的基材选择。一般来说,J422因其可操作性而广泛用于低碳钢。
焊接方法:在焊接 层多层焊接时,尽量熔化锌层,使其汽化蒸发,从焊缝中逸出,湖南镀锌管可以大大减少焊缝中残留的液态锌。
焊接角焊缝时,锌层应尽可能在 层熔化、蒸发和蒸发,以从焊缝中逸出。方法是将电极末端向前移动约5 ~ 7毫米。当锌层熔化时,应返回到原始位置并继续向前焊接。
如果短熔渣电极,如J427,用于交叉焊接和垂直焊接,底切趋势将非常小;如果采用前后带材运输技术,可以获得无缺陷的焊接质量。
湖南热镀锌管,英文名称:湖南热镀锌管,是指作为钢塑复合处理基管的钢管。现行 标准为国标GB / t28897-2012。根据钢塑复合材料的不同形式,可以分为:1 .内衬塑料复合钢管;2.涂层塑料复合钢管;3.包覆塑料复合钢管。其他俗称“湖南热镀锌管”的产品,如PSP湖南热镀锌管,不包括在国标/ t28897-2012中,因为它们的主要材料是塑料而不是钢管。


如果角焊缝是焊接的,尤其是丁字接头角焊缝,湖南镀锌管有可能产生贯穿裂纹。镀锌钢焊接过程中,坡口表面和边缘的锌层在电弧加热的作用下会氧化、熔化、蒸发,甚至会散发出白烟和蒸汽,容易造成焊缝气孔。
氧化形成的氧化锌具有高熔点,约高于1800℃。如果焊接过程中参数太小,会导致氧化锌渣夹杂。因为锌变成了脱氧剂。产生Feo-mno或feo-mno-sio2低熔点氧化物渣。其次,由于锌的蒸发,大量的白烟和灰尘被排放出来,这对人体有刺激和有害的影响。因此,焊接位置的镀锌层必须打磨掉。
如何控制湖南镀锌管的焊接过程?
镀锌钢焊接前的准备与普通低碳钢相同。必须小心处理凹槽尺寸和附近的镀锌层。为了达到渗透,沟槽尺寸应适当,一般为60 ~ 65,有一定间隙,一般为1.5 ~ 2.5毫米;为了减少锌渗透到焊缝中,可以在焊接前去除凹槽中的镀锌层。



