




绿洲安防科技有限公司已荣获 “高新技术企业”、“工业企业质量标杆”、“湖北黄石质量奖”、“湖北黄石产品”、湖北黄石“守合同重信用企业”,公司在消化、吸收国内外起重机先进的 湖北黄石 Q235钢板立柱设计理念和制造技术的基础上,全力对 湖北黄石 Q235钢板立柱进行改型设计,与国际同类产品接轨,占领市场制高点。


防撞护栏立柱与预埋焊接固定,立柱固定十分牢固,可靠,满足桥梁护栏防止车辆撞击的需求。不锈钢复合管桥梁护栏兼具不锈钢抗腐蚀耐磨性能。以及碳素钢良好的抗弯强度及抗冲击性和外表美观。价格低廉等优点。立柱通过镀锌工艺处理或扁钢焊接制作立柱不锈钢复合管桥梁护栏规格材质介绍:立柱:不锈钢复合管桥梁护栏采用直接方钢作为立柱。随处在潮湿环境并增加美观性再喷涂防腐漆进一步提供防腐蚀性。表面仍然具有很好的耐腐蚀性。经久耐用。通过预先在基座中放置预埋件。
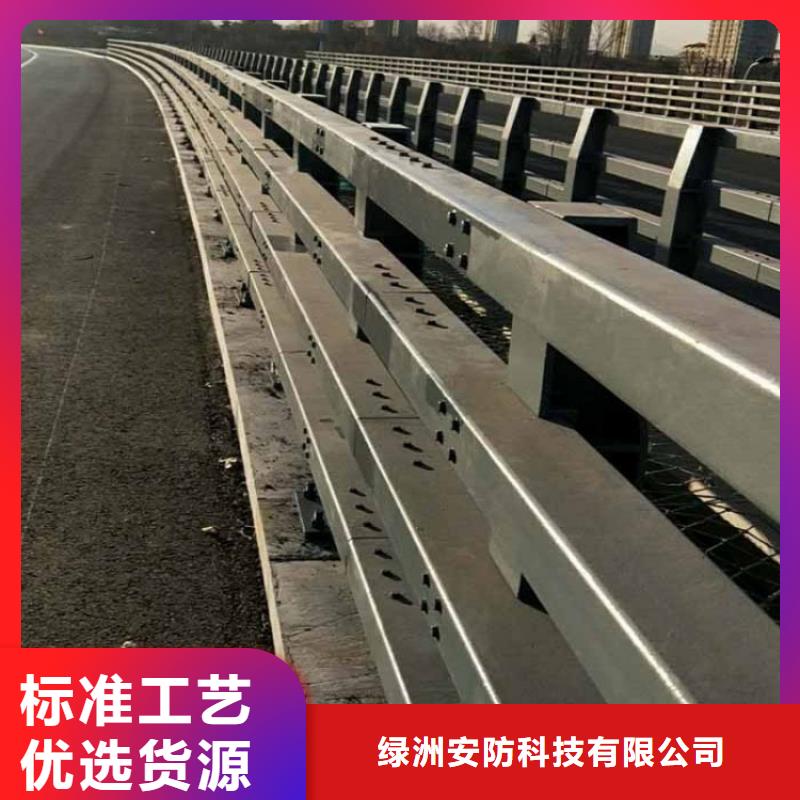
采用无机复合型混凝土桥梁组合栏杆,每2米为一榀,分别由立柱,扶手,托梁,栏片组成。立柱截面尺寸为120㎜×120㎜,高度分为1180㎜扶手与立柱处连接,端部预留钢筋,立柱顶部设置扶手卡槽立柱与桥梁遮板通过预埋钢板连接,立柱下采用预埋q235钢板,厚10㎜。


防撞护栏护栏焊接进程:
焊接进程:先焊复合层,后焊底层,流程:封焊层--打底焊--过渡层--填充层--盖面层。管子对焊组对时,其内壁应齐平,内壁错边量不宜超过管壁厚度的10%,且应≤2mm。
焊接时,应尽量选用多层焊,各焊层焊道的接头应尽量错开,焊道不宜太宽太厚。点固焊时管内有必要充氩,以保证点固焊焊缝质量。打底焊时,仰焊方位选用内填丝,立焊、平焊方位选用外填丝法进行焊接。应在坡口内引弧,禁止在非焊接部位引弧,接弧处应保证焊透与熔合,熄弧时应填满弧坑,焊接即将结束时,应减小氩气流量,避免气压过大使焊缝发生凹陷。焊丝不能与钨级触摸或直接深化电弧的弧柱区,避免损坏电弧的安稳和发生夹钨缺点,焊丝端部不得退出保护区,避免焊丝氧化。


