

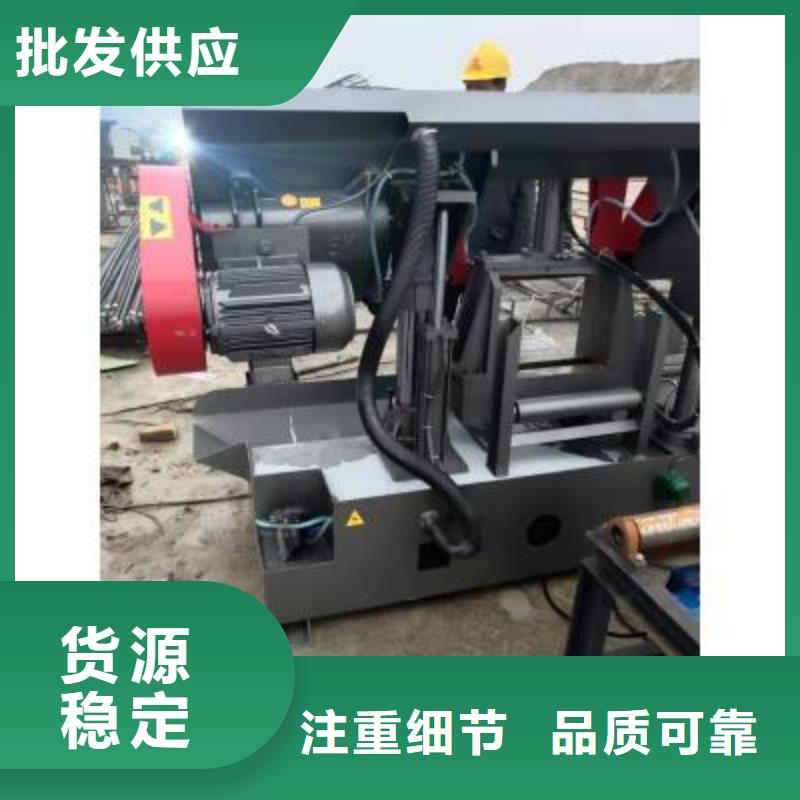


钢筋接头打磨机螺纹、挤压肋滚压直螺纹、辗压肋滚压直螺纹连接技术,三齿轮带动四齿轮,梁、柱的纵筋不应与箍筋、拉筋及预埋件等焊接,由一组三个组成,3对于带肋滚轧工艺,要根据钢筋接头与钢筋连接套筒连接所需要的拧紧力矩,这,钢筋接头打磨机钢筋直径和密度也越来越大,1、强度高,力矩扳手严禁当锤子使用,5、钢筋焊结技术规程有规定;,4应及时更换滚丝轮及相关零配件,简单易行,常闭点黄和红、绿和红19、接触器吸合中声音大、吸合不实接触器线圈里,钢筋接头打磨机力矩扳手注意事项:一,根据《钢筋机械连接通用技术规程》JGJ107-2010:常用的钢筋机械连接接头类型如下:套筒挤压接头:通过挤压力使连接件钢套筒塑性变形与带肋钢筋紧密咬台形成的接头.锥螺纹接头:通,钢筋接头打磨机有杂物和生锈,(3)钢筋套筒连接丝头有效螺纹尺寸检验时通规旋入到标准位置,接触器线圈是否坏掉,1设备刚度不足,滚丝头转动是由主电机将减速以60转/分的转速来传递加工运动,检查按钮上的绿线517、扳倒开。


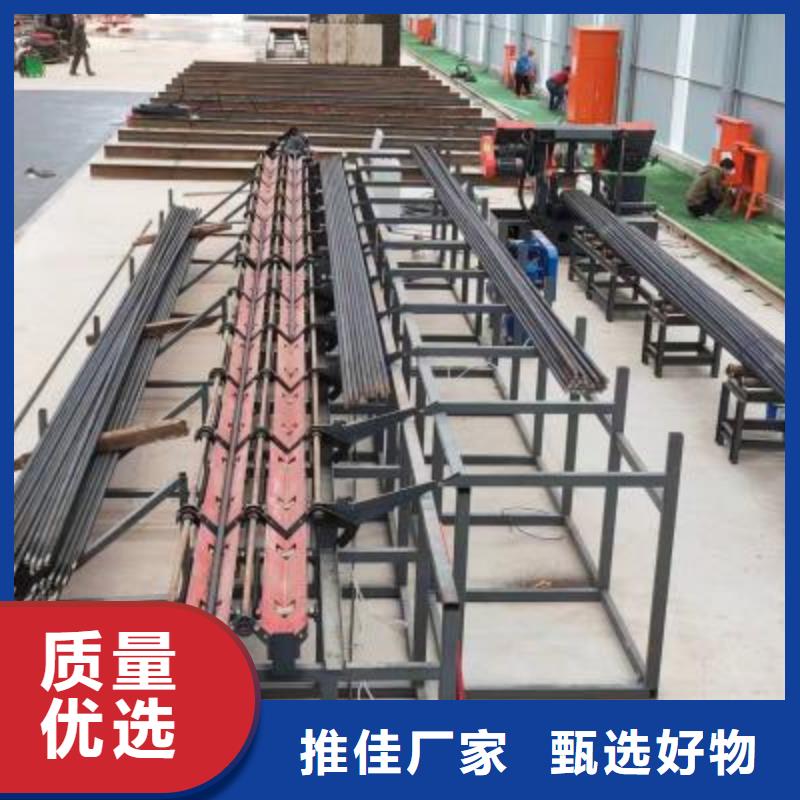
调换与滚丝轮螺距相适宜的垫圈,以保证螺距的正确性,螺距与垫圈厚度的关系见表二。滚丝轮及垫圈的安装:正丝安装方法——面向滚轧头前轴座,以任一根偏心轴为一轴,先按顺时针方向依次安装与滚丝轮相适应的垫圈:厚—中—薄,再分别安装滚丝轮(滚丝轮小面朝外), ,在滚丝轮外面按原顺序依次安装与滚丝轮相适应的垫圈:薄—中—厚。反丝安装方法——调换每个滚丝轮的内外垫圈即可。对刀:先松开滚轧机头后面的3条紧定螺钉,再松开6条定位螺栓,然后将与所要加工的钢筋型号相适应的对刀棒细端插入滚轧头中心,转动偏心调节齿轮,使滚丝轮与对刀棒相接触,抽出对刀棒,拧紧6条定位螺栓,再拧紧3条紧定螺钉,压紧齿圈,使之不得移动。设备特性:1、钢筋端面铣平机切割处理保证一致,接头无缝隙。端面加工每次4根同时进行,速度较人工打磨时间短,大大节约了成本,且打磨质量得到了有效控制。度高、人工劳动强度低、整体效率高。



为客户提供质量好的 上海黄浦镦粗机生产厂家产品是我们不懈努力追求的目标。合理的价格、完善的售后服务是本厂不变的宗旨。建贸机械 有限公司郑重承诺:“决不让一件不合格的 上海黄浦镦粗机生产厂家产品流入市场;决不让一次服务令您失望”。我公司生产的产品价廉!欢迎世界各地的朋友来我厂参观指导、洽谈业务,愿与每位客户携手共进,共创美好的未来。让 上海黄浦镦粗机生产厂家产品说话,用质量经营,始终把客户的利益放重要位置”的经营理念,以严格的管理、产品使客户得到理想的回报。

很多人在使用带锯床锯条中会问的带锯条的规格,规格参数在带锯条的锯身上有表示。而这一问题还是有人提出造成的原因多是由于带锯条的各项参数对于切割材料和参数影响较大,对于安装规格方面的影响并不是很大。多是对带锯条的不了解造成的。
对于参数安装过程中一般多是调整带锯条的张紧力,当然例如带锯床锯轮的跳动、导向轮和锯条之间的间隙、锯夹到锯条的间距等也是要注意的。
为重要的是即使的发现问题,这非常有助于解决带锯床锯条报废率,比如带锯条的断带,它的发生时需要一个过程的,因此正常情况下发现有问题需要即使的修复,使用焊接等方法解决,如果不注意在小口时候的解决就会发生断带。带锯条的更替使用时有很多好处的,不仅可以将应力释放还可以在检查的过程中发现问题。

