


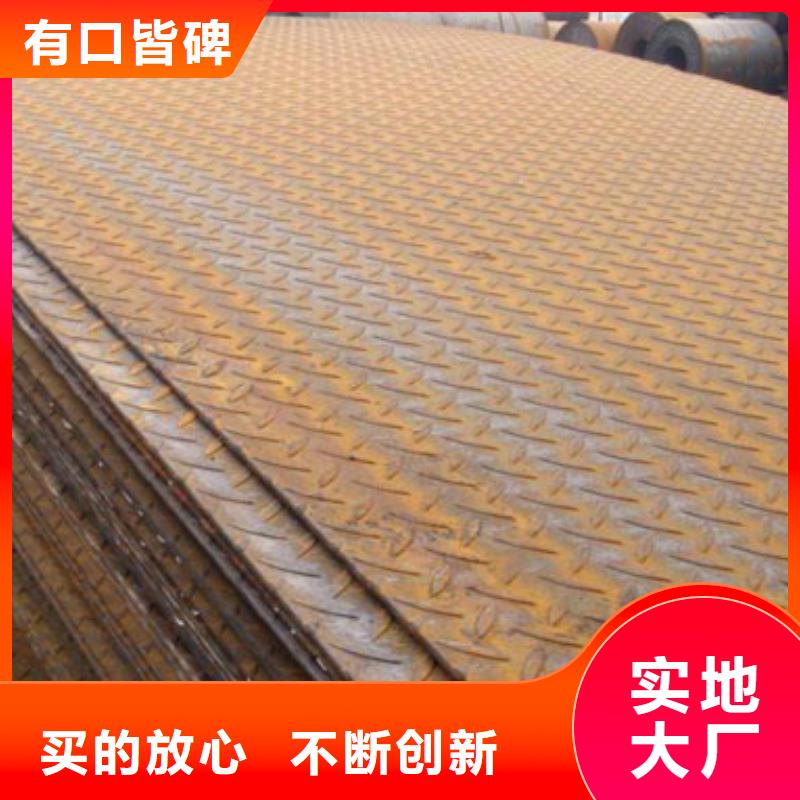
热镀锌花纹板外形美观、能防滑、强化性能、节约钢材等诸多优点。在交通、建筑、装饰装潢、设备周围底板、机械、造船等领域有广泛应用。一般来说,使用方对热镀锌花纹板力学性能、机械性能要求不高,因此热镀锌花纹板质量主要表现为花纹成花率、花纹高度,花纹高差。目前市面上常用的厚度从2.0-8mm不等,宽度常见的有1250、1500mm两种。
注:
1.钢板宽度为600~1800mm,按50mm进级;长度为2000~12000mm,按100mm进级。
2.花纹纹高不小于基板厚度0.2倍。图中尺寸不作为成品检查依据。
3.钢板用钢的牌号按GB/T700,GB/T712,GB/T4171规定。
4.钢板力学性能不作保证,当需方有要求时,按有关标准规定,也可由双方协定。
5.钢板以热轧状态交货。52.659.562.564.668.556.744.144.346.250.148.448.152.4基本厚度基本厚度允许偏差理论质量(kg/m2)花纹钢板理论重量表(mm)842.340.540.25.O



钢结构焊接的主要注意事项有:
1、焊接前将焊缝附近杂物、药皮等清理彻底后再进行焊接,以保证焊接质量。
在焊缝周围涂抹防飞溅液,不得在焊缝以外的其它任何部位点焊、引弧、试焊等。
2、所有焊缝均为满焊,焊缝高度要符合图纸设计要求,小焊角尺寸不得低于
与相连的较薄板件的厚度。特别注意底法兰及牛腿处焊高。翼板对接焊口,要气刨清根彻底后焊接,焊接前必须加设引收弧板,焊缝不得低于母材,且余高不得大于2mm,余高过高或有焊瘤等要用磨光机打磨。焊后将引收弧板刨掉,用磨光机将边部打磨平整。
3、焊缝外观成形光滑美观,不得有任何焊接缺陷,如气孔、咬边、流淌、焊不
到头、包角不完整、未封口等现象。



阔恒兴旺贸易有限公司是集工程设计、加工制作、安装施工、售后服务于一体的专业化公司。经过数十年的拼搏,公司规模不断扩大, 在多年的【安徽淮南热镀锌工字钢】从业中积累了丰富的实践经验,荣获多项荣誉,在业内有着良好的声誉。


2、所有焊缝均为满焊,焊缝高度要符合图纸设计要求,小焊角尺寸不得低于
与相连的较薄板件的厚度。特别注意底法兰及牛腿处焊高。翼板对接焊口,要气刨清根彻底后焊接,焊接前必须加设引收弧板,焊缝不得低于母材,且余高不得大于2mm,余高过高或有焊瘤等要用磨光机打磨。焊后将引收弧板刨掉,用磨光机将边部打磨平整。
3、焊缝外观成形光滑美观,不得有任何焊接缺陷,如气孔、咬边、流淌、焊不
到头、包角不完整、未封口等现象。
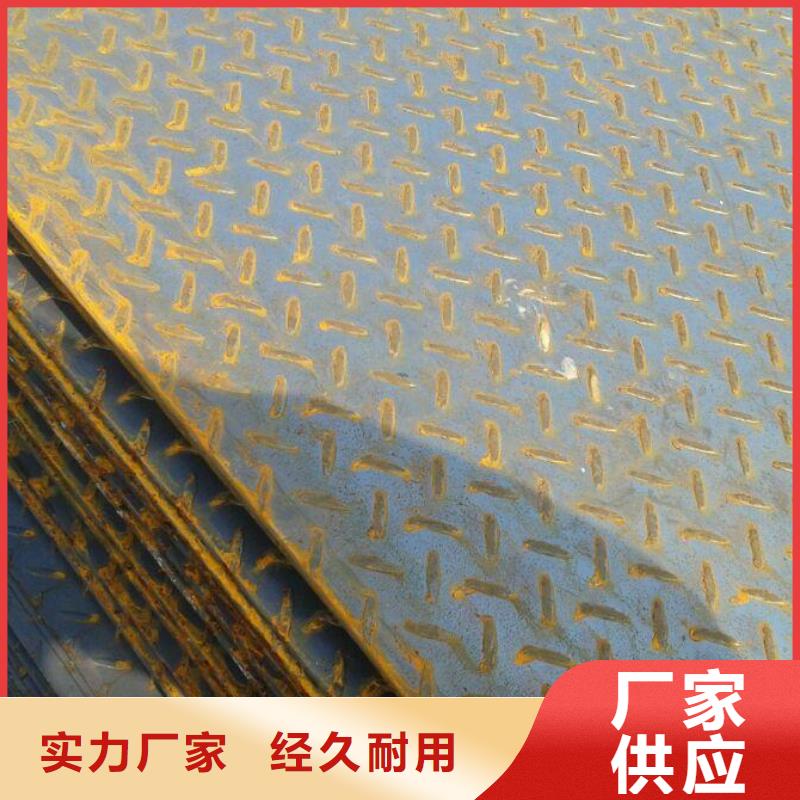
表面带有花纹的钢板称为热镀锌花纹板,其花纹成扁豆形、菱形、圆豆形、扁圆混合形状。
区分方法:
菱形为四边相等的四边形,扁圆为椭圆形状。



