





文字或许能描绘不锈钢管【工字钢】实力大厂家产品的轮廓,但视频却能赋予它生命。每一帧都是一次全新的体验,每一次点击都是一次心灵的触动。快来观看,让产品活起来!
以下是:不锈钢管【工字钢】实力大厂家的图文介绍

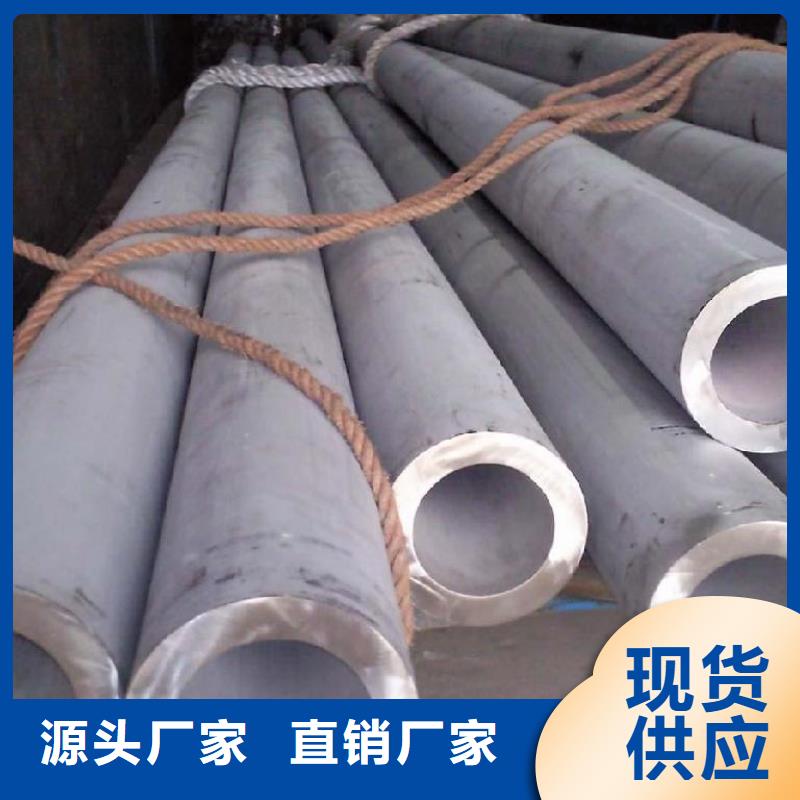
国耀宏业钢铁有限公司位于经济开发区国耀宏业钢铁。是一家致力研发生产销售 江苏淮安工字钢为一体的厂家。主要产品有: 江苏淮安工字钢等。公司一贯坚持“质量先行,顾客至上,信守合同”的宗旨,凭借着高质量的产品,良好的信誉,多次被评为:“重质量,守信誉”的企业,竭诚与国内外商家双赢合作,共同发展,共创辉煌!竭诚期待你的来电!022-87932066


为了确定熔化结束时的压降,在一些炉子上使用了热传感器:同样,在不锈钢管厂的炉子上用于确定电极杆上再冷却板水温的测定,同样也可以使用电极杆移动传感器,而尤其是料斗重新再加料时,使用这些传感器可以提供冶炼的进展情况。
对电压降低时间的选择,以及对于废钢熔化有关的料斗再加料的时间的选择:都应该与熔化进度相适应。在福斯厂的炉子上使用各种传感器进行熔炼操作,它可以概括为:一一水冷板上温度升高导致压降;一一从电极杆移动时起,料斗再进行加料。
为了简单介绍电极传感器的优点和料斗再加料时的熔化情况:我就不再谈压降的问题了,因为这早已成为常规的事情了。2、2、电极位移传感器的优点:在熔化过程中:电极位移传感器使负荷有规律的变化。记录系统可记下任何一个息(图7)。
实际上,熔化开始时,废钢的电弧起振和塌料时电极移动的距离都比较大,在熔池上当起振电弧有规律时移动量减小:熔化结束,电极时(电极移动距离低子时的极限值)能确定以后的加料时间,并在熔化结束的低功率运行周期时节省能耗。
正如穿井掘进速度的变化一样,按废钢的数量,尤其按其比重,可探测废钢的塌料,这些主要应与调节电极升高或降低的尺寸成比例。由于有电极杆位移距离分析,用计算机建立了电极平衡的标准。2、3、预计再加料的状况表2概括出使用电极位移传感器时料斗再加料时炉子的操作情况。
对电压降低时间的选择,以及对于废钢熔化有关的料斗再加料的时间的选择:都应该与熔化进度相适应。在福斯厂的炉子上使用各种传感器进行熔炼操作,它可以概括为:一一水冷板上温度升高导致压降;一一从电极杆移动时起,料斗再进行加料。
为了简单介绍电极传感器的优点和料斗再加料时的熔化情况:我就不再谈压降的问题了,因为这早已成为常规的事情了。2、2、电极位移传感器的优点:在熔化过程中:电极位移传感器使负荷有规律的变化。记录系统可记下任何一个息(图7)。
实际上,熔化开始时,废钢的电弧起振和塌料时电极移动的距离都比较大,在熔池上当起振电弧有规律时移动量减小:熔化结束,电极时(电极移动距离低子时的极限值)能确定以后的加料时间,并在熔化结束的低功率运行周期时节省能耗。
正如穿井掘进速度的变化一样,按废钢的数量,尤其按其比重,可探测废钢的塌料,这些主要应与调节电极升高或降低的尺寸成比例。由于有电极杆位移距离分析,用计算机建立了电极平衡的标准。2、3、预计再加料的状况表2概括出使用电极位移传感器时料斗再加料时炉子的操作情况。



而作为这种生产线上的关键质量检验机组———高压水压试验机的设计制造属于空白,产能也远远不能满足国内市场的需要,因此,国内急需工艺、自动化程度高、性价比合理、适用性好的不锈钢管水压试验机机组。1、4000t不锈钢管水压试验机组介绍4000t不锈钢管水压试验机组用于对不同管径、长度的直缝埋弧焊管进行静水压试验,检查不锈钢管在规定压力下有无渗漏缺陷,并一部分管体残余应力,从而保证不锈钢管的使用性能。
其主要设备布置见图1。(1)入口升降辊道。每个辊道由齿轮马达驱动运输不锈钢管,并通过液压缸导向升降以辅助完成不锈钢管的横移,不锈钢管升降位置由接近开关确定。(2)横移装置。用于接收辊道运来的不锈钢管,把不锈钢管运送到冲洗装置、水压试验机位置、输出辊道的设备。
其行走机构由电机驱动通过减速机、传动轴、齿轮、齿条实现其行走动作,行走机构的主传动轴上装有齿轮,并装有编码器,可控制精度。(3)辊。通过驱动马达以便不锈钢管四周都能冲洗,并且辊可升降辅助完成不锈钢管的横移,每台辊有两个辊子,一个辊由齿轮电机驱动使不锈钢管。
(4)冲洗装置。在不锈钢管进入水压机之前,内部进行冲洗,以去除氧化鳞片、污垢和碎屑。在冲洗作业时,不锈钢管由固定支架装置进行,同时冲洗水从冲洗喷嘴。(5)辊。该装置安装在水压机的中心线上,可使不锈钢管升至试验中心线位置。
不锈钢管升起是由带位移传感器液压缸控制。不锈钢管被装置提离横向移动装置后,保持1°倾斜,在此过程中,装置上的辊子被盘式制动器锁住,以防不锈钢管滚动。(6)装置。为防止后压头和充水头释放过程中管子移动,在水压机中装有不锈钢管装置。
其主要设备布置见图1。(1)入口升降辊道。每个辊道由齿轮马达驱动运输不锈钢管,并通过液压缸导向升降以辅助完成不锈钢管的横移,不锈钢管升降位置由接近开关确定。(2)横移装置。用于接收辊道运来的不锈钢管,把不锈钢管运送到冲洗装置、水压试验机位置、输出辊道的设备。
其行走机构由电机驱动通过减速机、传动轴、齿轮、齿条实现其行走动作,行走机构的主传动轴上装有齿轮,并装有编码器,可控制精度。(3)辊。通过驱动马达以便不锈钢管四周都能冲洗,并且辊可升降辅助完成不锈钢管的横移,每台辊有两个辊子,一个辊由齿轮电机驱动使不锈钢管。
(4)冲洗装置。在不锈钢管进入水压机之前,内部进行冲洗,以去除氧化鳞片、污垢和碎屑。在冲洗作业时,不锈钢管由固定支架装置进行,同时冲洗水从冲洗喷嘴。(5)辊。该装置安装在水压机的中心线上,可使不锈钢管升至试验中心线位置。
不锈钢管升起是由带位移传感器液压缸控制。不锈钢管被装置提离横向移动装置后,保持1°倾斜,在此过程中,装置上的辊子被盘式制动器锁住,以防不锈钢管滚动。(6)装置。为防止后压头和充水头释放过程中管子移动,在水压机中装有不锈钢管装置。


