


我们的实拍【玻璃钢拉挤电力管DN150涂塑钢电力管品质不将就】视频将为您呈现产品的真实面貌和卓越性能,让您更好地了解产品的优点和特点,不容错过!
以下是:【玻璃钢拉挤电力管DN150涂塑钢电力管品质不将就】的图文介绍

专注菏泽玻璃钢电力管行业十余年

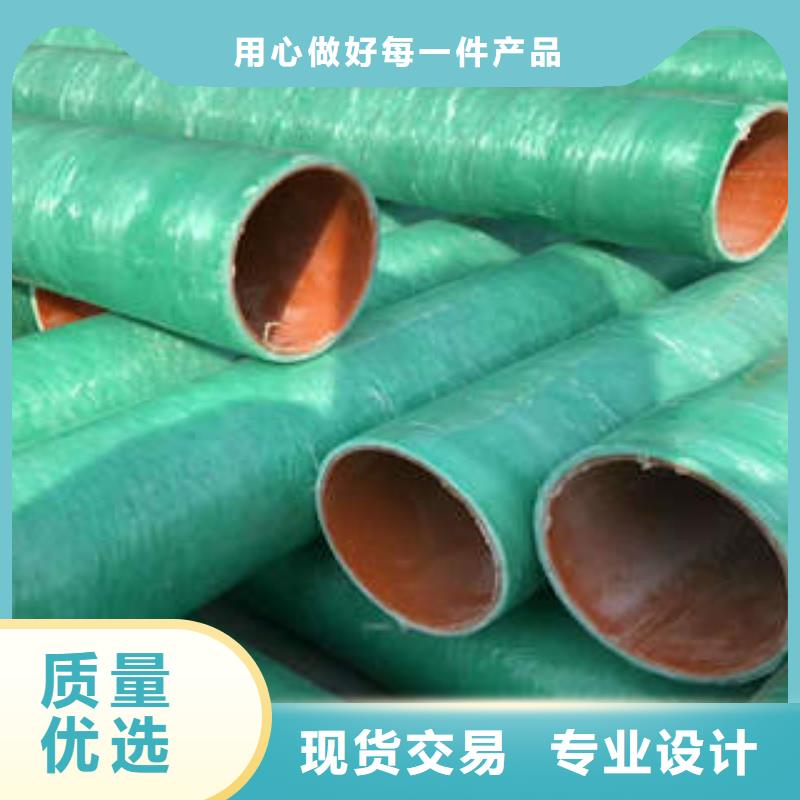
菏泽玻璃钢电力管的详细介绍
海量库存现货批发

设定加热板温度至焊接温度,一般的焊接温度在225℃,气温较低时,可适当提高5-10℃。在加热前,应用干净的软纸或布蘸酒精擦拭加热板表面,清洁其油污,杂物等,但应注意不要划伤PTFE(聚四氟乙烯)防粘层。焊接面管材错边不超过管材壁厚的10%。气温低时,应适当提高加热温度和延长吸热时间。加热压力应分阶段控制,加热时压力稍大,吸热时压力较小。当环境温度低于﹣5℃或大风天气时,应有保温和防范措施。否则将严重影响焊接质量。焊缝冷却时应自然冷却,采用强制冷却时,将影响管材焊接质量。加热板表面及管端应经常用酒精清洁,确保加热板表面无油污和水,及杂质。加热板表面防粘层应不损伤,进行焊接前。
应用干净的绵纱或抹布擦拭管材端面的水,杂质和泥土。应保持焊接管材端面清洁。当待焊接管材端面有水汽时,在加热前,应用加热板烘烤管材端面至水汽完全蒸发为止,然后进行管材加热。清洁管材端面时,应有人监督,以防管材合拢夹伤手。管材壁厚低于6mm时,一般不采用热熔对接。否则难以保证管材焊接质量。BWFRP电缆护套管热熔器是怎么焊接管材的?管材两端的污物。将管材置于机架卡瓦内,使两端伸出的长度相当。管材机架以外的部份应有支撑物托起。使管材轴线与机架中心线处于同一高度,然后将卡瓦固定好。置入铣刀,铣削管材。直到管材两端面均出现连续的切削后,撤掉压力,让铣刀空转两、三周后再退开活动架,关闭铣刀开关。
切屑厚度应为0.1-1mm,通过调节铣刀片的高度调节切屑厚度。取出铣刀,合拢两端管材。检查端面对其情况。管材两端错位量不应超过管壁厚的10%,合拢时管材两端面间没有明显间隙,缝隙宽度应符合下面规定:0.3mm(dn<225mm);0.5mm(225mm400mm)。如不符合要求,应再次铣削,直到满足上述要求为止。测量拖拉力,包括移动夹具的摩擦阻力,及焊接工艺参数压力。二者叠加,确定实际压力。检查加热板温度是否达到设定值。当温度达到设定温度时,应再保温10分钟以上,待加热板温度均匀。如在气温较低的环境或大风条件下,应有保温措施,保温时间需延长。直到温度均匀且实际温度达到设定值。当加热板温度达到设定值后。
应用干净的绵纱或抹布擦拭管材端面的水,杂质和泥土。应保持焊接管材端面清洁。当待焊接管材端面有水汽时,在加热前,应用加热板烘烤管材端面至水汽完全蒸发为止,然后进行管材加热。清洁管材端面时,应有人监督,以防管材合拢夹伤手。管材壁厚低于6mm时,一般不采用热熔对接。否则难以保证管材焊接质量。BWFRP电缆护套管热熔器是怎么焊接管材的?管材两端的污物。将管材置于机架卡瓦内,使两端伸出的长度相当。管材机架以外的部份应有支撑物托起。使管材轴线与机架中心线处于同一高度,然后将卡瓦固定好。置入铣刀,铣削管材。直到管材两端面均出现连续的切削后,撤掉压力,让铣刀空转两、三周后再退开活动架,关闭铣刀开关。
切屑厚度应为0.1-1mm,通过调节铣刀片的高度调节切屑厚度。取出铣刀,合拢两端管材。检查端面对其情况。管材两端错位量不应超过管壁厚的10%,合拢时管材两端面间没有明显间隙,缝隙宽度应符合下面规定:0.3mm(dn<225mm);0.5mm(225mm400mm)。如不符合要求,应再次铣削,直到满足上述要求为止。测量拖拉力,包括移动夹具的摩擦阻力,及焊接工艺参数压力。二者叠加,确定实际压力。检查加热板温度是否达到设定值。当温度达到设定温度时,应再保温10分钟以上,待加热板温度均匀。如在气温较低的环境或大风条件下,应有保温措施,保温时间需延长。直到温度均匀且实际温度达到设定值。当加热板温度达到设定值后。
4大优势值得信赖
多年行业经验为您提供更好的菏泽玻璃钢电力管购物体验
YEARS OF INDUSTRY EXPERIENCE TO PROVIDE YOU WITH A BETTER SHOPPING EXPERIENCE

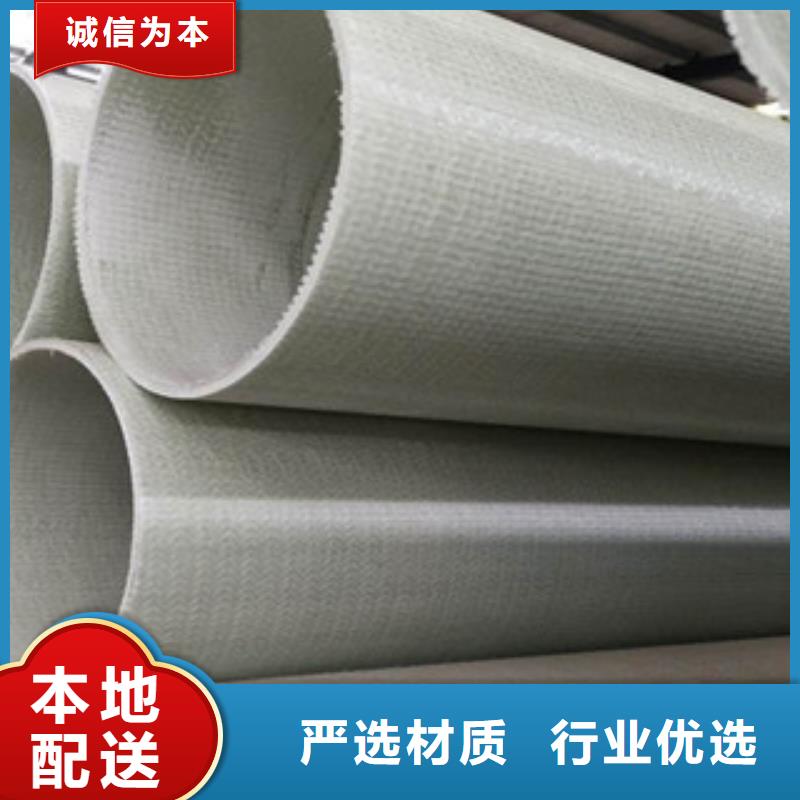
实物展示
专业的菏泽玻璃钢电力管生产厂家为您提供一站式采购
PROFESSIONAL PRODUCT MANUFACTURERS PROVIDE YOU WITH ONE-STOP PROCUREMENT



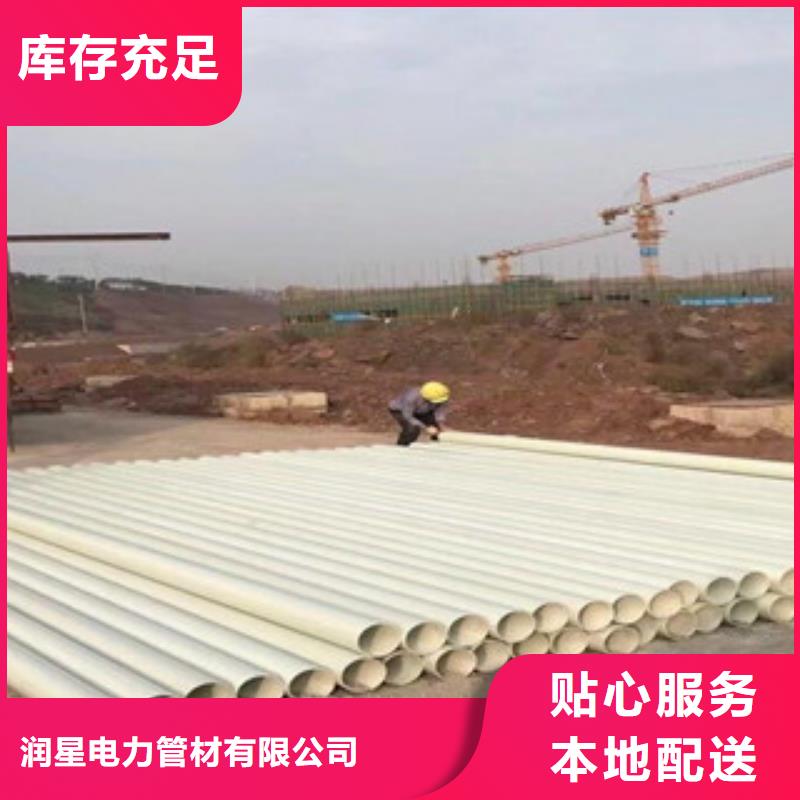
工程案例
细节决定成败,为您提供菏泽玻璃钢电力管的解决方案
DETAILS DETERMINE SUCCESS OR FAILURE,PROVIDING YOU WITH PRODUCT SOLUTIONS






适用范围广
WIDE APPLICATION RANGE

