

为了让您更地了解我们的PE燃气管MPP电力管品质商家产品,只需花费一分钟时间,您就能发现更多令人心动的细节和优势,为您的购物体验增添更多惊喜。
以下是:PE燃气管MPP电力管品质商家的图文介绍

HDPE燃气管的拉伸性能有什么作用,很多客户觉得HDPE燃气管用来做给水管的时候,对于拉伸性能这一技术指标并不关注,那么这里简单说一下它拉伸性能的重要性。作为材料使用时要求高分子聚合物具有必要的力学性能。可以说,对于高分子聚合物的大部分应用而言,力学性能比其他物理性能显得更为重要。高分子聚合物具有所有已知材料中可变性范围较宽的力学性质,这是由于高聚物由长链分子组成,分子运动具有明显的松弛特性的缘故。
HDPE燃气管高聚物材料具有相当高的伸长率,一般PE的断裂伸长率在90%~950%(其中线性低密度聚乙烯LLDPE的伸长率较高),通过特殊的制作工艺,部分材料的伸长率可在1000%之上,而普通高聚物材料的断裂伸长率也多在50%~之间。通常对HDPE燃气管材料的拉伸性能要求较高的有热收缩膜以及拉伸膜等。具体到我们实际的HDPE燃气管来说,一般拉伸性能在200%以上就可以了,这个数据比较理想,反过来说,拉伸性能过于好也不是好事,因为拉伸过长,相应给水管的环钢度肯定就下降了,所以合理的产品技术数据才是适合我们日常应用的。
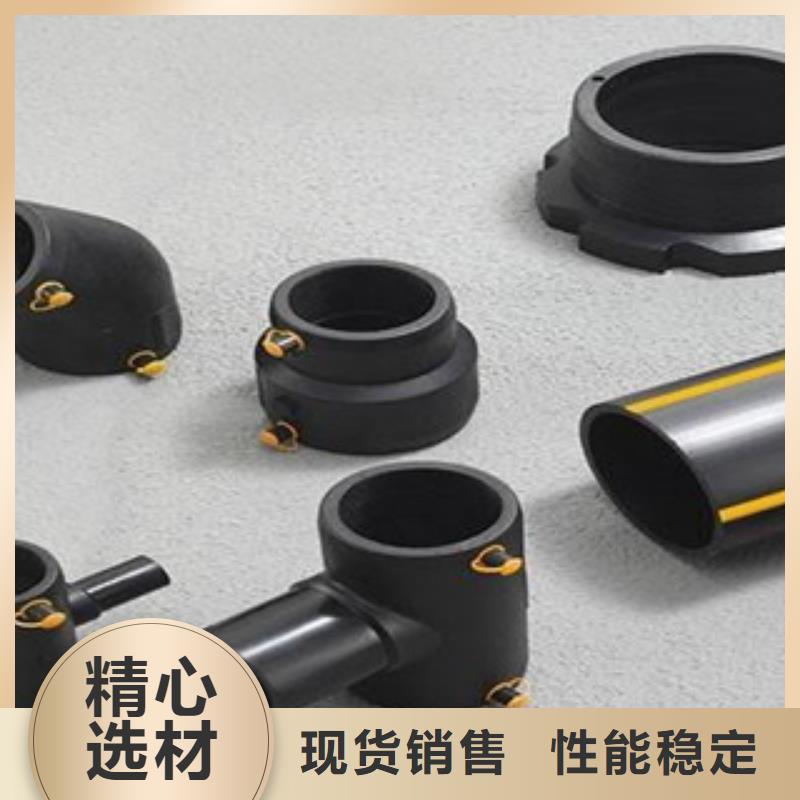
聚乙烯管材的施工过程中少不了PE管件的使用。常见的PE管件主要有几个分类:弯头、三通、法兰根、四通、变径等。(弯头:主要功能是在PE管道施工时有转弯处,需用到弯头管件。常用的弯头有90°和45°)。那么聚乙烯管材与弯头的连接方式都有哪些?HDPE燃气管热熔对接:常用在110mm以上口径的PE管连接,使用热熔对接机,将聚乙烯管材一段与弯头相连接。HDPE燃气管热熔承插:常用于110mm以下的小口径PE管,使用方法与我们家中PPR的连接方法相似。
HDPE燃气管带丝件连接,也称快速接头,用于与钢管相连接时,采用的内外丝弯头。法兰连接:法兰连接一般用于煤矿井下用PE管安装居多,也就是聚乙烯管材一段焊接一个PE材质的法兰根,再加一个钢片,弯头这端也是焊接一个法兰加钢片。聚乙烯管材在进行施工的时候,少不了和弯头的连接,是必须要进行的一部分,所以关于这方面的连接,大家必须要了解清楚,才能保证管材的良好应用,希望大家在以后的施工中,要多注意这方面的知识和问题。
HDPE燃气管因为其自身的特性功能,随着经济的发展,因为需求量的增大,大多数企业单位选择生产这种材质的管子,有的顾客可能会问这种管材属于柔性管吗?对这种管材的质量产生怀疑,那么下面这篇文章为大家一一讲解。PE管属于柔性管,其独特的柔韧性还使其能够有效的抵抗地下运动和端载荷。从表面上看,强度和刚性方面,PE管不及水泥管及金属管道,但从实际应用看,PE管是属于“柔性管”,在正确设计和铺设施工下PE管是和周围土壤共同承受负载的。所以不需要达到“钢性管”一样的强度和刚性就可以满足埋地使用中的力学性能的要求。
HDPE燃气管高聚物材料具有相当高的伸长率,一般PE的断裂伸长率在90%~950%(其中线性低密度聚乙烯LLDPE的伸长率较高),通过特殊的制作工艺,部分材料的伸长率可在1000%之上,而普通高聚物材料的断裂伸长率也多在50%~之间。通常对HDPE燃气管材料的拉伸性能要求较高的有热收缩膜以及拉伸膜等。具体到我们实际的HDPE燃气管来说,一般拉伸性能在200%以上就可以了,这个数据比较理想,反过来说,拉伸性能过于好也不是好事,因为拉伸过长,相应给水管的环钢度肯定就下降了,所以合理的产品技术数据才是适合我们日常应用的。
聚乙烯管材的施工过程中少不了PE管件的使用。常见的PE管件主要有几个分类:弯头、三通、法兰根、四通、变径等。(弯头:主要功能是在PE管道施工时有转弯处,需用到弯头管件。常用的弯头有90°和45°)。那么聚乙烯管材与弯头的连接方式都有哪些?HDPE燃气管热熔对接:常用在110mm以上口径的PE管连接,使用热熔对接机,将聚乙烯管材一段与弯头相连接。HDPE燃气管热熔承插:常用于110mm以下的小口径PE管,使用方法与我们家中PPR的连接方法相似。
HDPE燃气管带丝件连接,也称快速接头,用于与钢管相连接时,采用的内外丝弯头。法兰连接:法兰连接一般用于煤矿井下用PE管安装居多,也就是聚乙烯管材一段焊接一个PE材质的法兰根,再加一个钢片,弯头这端也是焊接一个法兰加钢片。聚乙烯管材在进行施工的时候,少不了和弯头的连接,是必须要进行的一部分,所以关于这方面的连接,大家必须要了解清楚,才能保证管材的良好应用,希望大家在以后的施工中,要多注意这方面的知识和问题。
HDPE燃气管因为其自身的特性功能,随着经济的发展,因为需求量的增大,大多数企业单位选择生产这种材质的管子,有的顾客可能会问这种管材属于柔性管吗?对这种管材的质量产生怀疑,那么下面这篇文章为大家一一讲解。PE管属于柔性管,其独特的柔韧性还使其能够有效的抵抗地下运动和端载荷。从表面上看,强度和刚性方面,PE管不及水泥管及金属管道,但从实际应用看,PE管是属于“柔性管”,在正确设计和铺设施工下PE管是和周围土壤共同承受负载的。所以不需要达到“钢性管”一样的强度和刚性就可以满足埋地使用中的力学性能的要求。


体现了以下特点:性和完整性;先进性和前瞻性;实用性和适用性。新标准修改采用国际标准ISO4437(系统):2014第2部分,并参考了EN1555系列标准的相关内容和其他标准及国内实际,于此同时结合国内燃气用聚乙烯管道的发展趋势增加了PE100-RC要求。完善了燃气管道标准体系的同时各项指标和要求均不低于国际标准/欧洲标准及其他 标准,达到了国际先进水平。燃气用聚乙烯管材新标准主要修订内容GB15558.1-201X《燃气用埋地聚乙烯管道系统第1部分:管材》总计主要修改30余处,修改内容有以下几个方面:(1)对标准的结构进行了调整,在差异涉及的条款通过在其外侧页边空白位置的垂直单线(︱)进行了标示;
增加了部分定义、必要的引用标准;调整了章条号表现形式;增加了试验方法章节。(2)标准对燃气用聚乙烯管道要求更加严格,新的 标准增加了各项性能要求,如增加了混配料80℃长期静液压强度曲线不允许在5000h前(t<5000h)出现拐点要求;混配料性能要求中增加了炭黑分散、颜料分散、耐候性、熔接兼容性要求;增加了回用料要求;加严了耐慢速裂纹增长试验要求由165h提高至500h;管材部分增加了管材颜色、盘管小内径、压缩复原等要求。(3)与国际标准接轨并充分考虑了我国国情新标准的制定过程中参考了欧洲、美国等燃气管道标准的先进理念和要求,同时依据我国相关部门及强制性标准要求及当前管理水平、诚道德水平和实际管道生产、加工销售情况。
对标准进行了修订。在按国际标准修订时,增加了许多适合我国国情的限定条件,如系统适用性、产品小标识等要求。管道的标准体系我国燃气用聚乙烯(PE)管道的标准体系以国际标准为依据,借鉴了欧洲生产工艺路线和质量保证体系的精神及技术要求,其生产、检测和质量控制装备都是沿用欧洲的技术路线。标准和生产工艺、装备、检测和质量控制系统是一致的,其中要求生产聚乙烯(PE)燃气管材、管件的原料必须是混配料。绝大多数生产厂家都能按照标准进行生产销售,但是也有个别生产厂家忽视了上述的一致性,简单地模仿以美、日为代表的挤出树脂和含有助剂的色母粒(简称白+黑)的方式生产管道,由于缺乏专用的混合设备及其相应的技术、标准支持。
增加了部分定义、必要的引用标准;调整了章条号表现形式;增加了试验方法章节。(2)标准对燃气用聚乙烯管道要求更加严格,新的 标准增加了各项性能要求,如增加了混配料80℃长期静液压强度曲线不允许在5000h前(t<5000h)出现拐点要求;混配料性能要求中增加了炭黑分散、颜料分散、耐候性、熔接兼容性要求;增加了回用料要求;加严了耐慢速裂纹增长试验要求由165h提高至500h;管材部分增加了管材颜色、盘管小内径、压缩复原等要求。(3)与国际标准接轨并充分考虑了我国国情新标准的制定过程中参考了欧洲、美国等燃气管道标准的先进理念和要求,同时依据我国相关部门及强制性标准要求及当前管理水平、诚道德水平和实际管道生产、加工销售情况。
对标准进行了修订。在按国际标准修订时,增加了许多适合我国国情的限定条件,如系统适用性、产品小标识等要求。管道的标准体系我国燃气用聚乙烯(PE)管道的标准体系以国际标准为依据,借鉴了欧洲生产工艺路线和质量保证体系的精神及技术要求,其生产、检测和质量控制装备都是沿用欧洲的技术路线。标准和生产工艺、装备、检测和质量控制系统是一致的,其中要求生产聚乙烯(PE)燃气管材、管件的原料必须是混配料。绝大多数生产厂家都能按照标准进行生产销售,但是也有个别生产厂家忽视了上述的一致性,简单地模仿以美、日为代表的挤出树脂和含有助剂的色母粒(简称白+黑)的方式生产管道,由于缺乏专用的混合设备及其相应的技术、标准支持。



在经营过程中始终坚持:“诚信、务实、卓越、创新”的原则,我们视 浙江杭州玻璃钢电力管质量为企业生命,严格控制施工质量,力争百年品牌企业,客户的满意就是我们一直追求的目标。

PE管、PE管件应根据施工要求选用配套的等径、异径弯头和三通等管件。热熔焊接宜采用同种牌号、材质的管件,对性能相似的不同牌号、材质的管件之间的焊接应先做试验。夹紧PE管材:用干净的布两管端部的污物。将管材置于机架卡瓦内,根据所焊制的管件更换基本夹具,选择合适的卡瓦,使对接两端伸出的长度大致相等且在满足铣削和加热要求的情况下应尽可能缩短。管材在机架以外的部分用支撑架托起,使管材轴线与机架中心线处于同一高度,然后用卡瓦紧固好。切削:置入铣刀,然后缓慢合拢两管材焊接端,并加以适当的压力,直到两端面均有连续的切屑出现,撤掉压力,略等片刻,再退出活动架。
切屑厚度应为0.5~1.0mm,确保切削所焊管段端面的杂质和氧化层,保证两对接端面平整、光洁。对中:两对焊管段的错边应越小越好,如果错边大,会导致应力集中,错边不应超过壁厚的10%。加热:加热板温度达到设定值后,放入机架,施加压力,直到两边小卷边达到规定宽度时压力减小到规定值,进行吸热。保证有足够熔融料,以备熔融对接时分子相互扩散。切换:从加热结束到熔融对接开始这段时间为切换周期,为保证熔融对接质量,切换周期越短越好。熔融对接:是焊接的关键,熔融对接过程应始终处于熔融压力之下进行。冷却:由于塑料材料导热性差,冷却速度相应缓慢。焊缝材料的收缩、结构的形成过程在长时间内以缓慢的速度进行。因此,焊缝的冷却必须在一定的压力下进行。
将焊机各部件电源接通,电源应接地,同时应保证加热板表面清洁、没有划伤。将泵站与机架用液压导线接通。连接前应检查并清理接头处的污物,以免污物进入液压系统,进而损坏液压器件;液压导线接好后,应锁定接头部分,以防止高压工作时接头被打开的危险。将待焊管材(管件)夹紧,固定在机架上,熔接大口径管时, 能用废弃的管节或专用支架垫平,以保护管材和减小熔接过程中的摩擦力。将机架打开,放入铣刀,旋转锁紧旋钮,将铣刀固定在机架上。启动泵站时,应在方向控制手柄处于中位时进行,严禁在高压下启动。启动铣刀,闭合夹具,对管子(管件)的端面进行切削。
当形成连续的切削时,降压,打开夹具,关闭铣刀。此过程一定要按照先降压,再打开夹具, 关闭铣刀的顺序进行。取下铣刀,闭合夹具,检查管子两端的间隙。从机架上取下铣刀时,应避免铣刀与端面相碰撞,如已发生需重新铣削;铣削好的端面不要手摸或被油污等污染。检查PE管的同轴度。当两端面的间隙与错边量不能满足要求时,应对待焊件重新夹持,铣削,合格后方可进行下一步操作。检查加热板的温度是否适宜,加热板的红指示灯应表现为亮或闪烁。从加热板上的 次灯亮起后, 再等10min使用,以使整个加热板的温度均匀。测试系统的拖动压力P0并记录。每个焊口的拖动压力都需测定;当拖动压力过大时,可采用垫短管等方法解决。
切屑厚度应为0.5~1.0mm,确保切削所焊管段端面的杂质和氧化层,保证两对接端面平整、光洁。对中:两对焊管段的错边应越小越好,如果错边大,会导致应力集中,错边不应超过壁厚的10%。加热:加热板温度达到设定值后,放入机架,施加压力,直到两边小卷边达到规定宽度时压力减小到规定值,进行吸热。保证有足够熔融料,以备熔融对接时分子相互扩散。切换:从加热结束到熔融对接开始这段时间为切换周期,为保证熔融对接质量,切换周期越短越好。熔融对接:是焊接的关键,熔融对接过程应始终处于熔融压力之下进行。冷却:由于塑料材料导热性差,冷却速度相应缓慢。焊缝材料的收缩、结构的形成过程在长时间内以缓慢的速度进行。因此,焊缝的冷却必须在一定的压力下进行。
将焊机各部件电源接通,电源应接地,同时应保证加热板表面清洁、没有划伤。将泵站与机架用液压导线接通。连接前应检查并清理接头处的污物,以免污物进入液压系统,进而损坏液压器件;液压导线接好后,应锁定接头部分,以防止高压工作时接头被打开的危险。将待焊管材(管件)夹紧,固定在机架上,熔接大口径管时, 能用废弃的管节或专用支架垫平,以保护管材和减小熔接过程中的摩擦力。将机架打开,放入铣刀,旋转锁紧旋钮,将铣刀固定在机架上。启动泵站时,应在方向控制手柄处于中位时进行,严禁在高压下启动。启动铣刀,闭合夹具,对管子(管件)的端面进行切削。
当形成连续的切削时,降压,打开夹具,关闭铣刀。此过程一定要按照先降压,再打开夹具, 关闭铣刀的顺序进行。取下铣刀,闭合夹具,检查管子两端的间隙。从机架上取下铣刀时,应避免铣刀与端面相碰撞,如已发生需重新铣削;铣削好的端面不要手摸或被油污等污染。检查PE管的同轴度。当两端面的间隙与错边量不能满足要求时,应对待焊件重新夹持,铣削,合格后方可进行下一步操作。检查加热板的温度是否适宜,加热板的红指示灯应表现为亮或闪烁。从加热板上的 次灯亮起后, 再等10min使用,以使整个加热板的温度均匀。测试系统的拖动压力P0并记录。每个焊口的拖动压力都需测定;当拖动压力过大时,可采用垫短管等方法解决。
