

联系我们

当前位置:
沧州 钢兴钢管
有限公司
邯郸当地综合推荐News
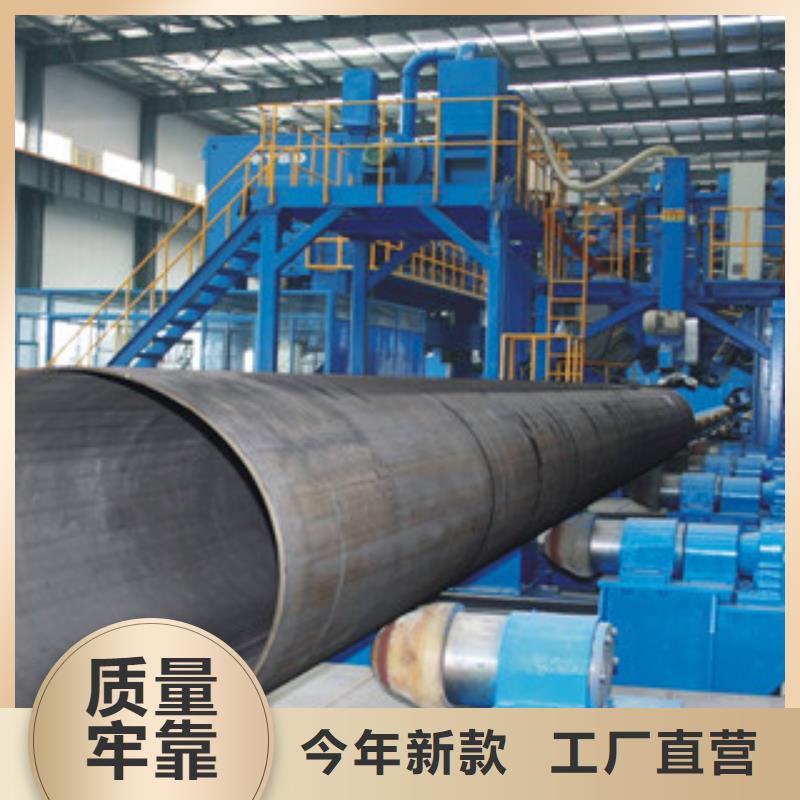
直缝管流体管设计合理
更新时间:2024-12-29 18:32:54 浏览次数:54 公司名称:沧州 钢兴钢管 有限公司
以下是:直缝管流体管设计合理的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 439 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 沧州 |
| 类型 | 无缝钢管 |
| 品牌 | 钢兴 |
以下是:直缝管流体管设计合理的图文视频


直缝管流体管设计合理,钢兴钢管
有限公司专业从事直缝管流体管设计合理,联系人:刘学成,电话:0317-3061555、13722727880,QQ:133919903,发货地:沧州风化店乡后枣园工业区发货到河北省 邯郸市 邯山区、丛台区、复兴区、峰峰矿区、临漳县、成安县、大名县、涉县、磁县、肥乡区、永年区、邱县、鸡泽县、广平县、馆陶县、魏县、曲周县、武安市,以下是直缝管流体管设计合理的详细页面。 河北省,邯郸市 邯郸市是历史文化名城,有3100年的建城史。战国时期邯郸作为赵国都城达158年;西汉时期,邯郸为赵国(藩国)王都,与洛阳、临淄、宛城、成都共享“五大都会”盛名;三国魏晋南北朝时期,邯郸南部的邺城(今临漳县境内)先后为曹魏、后赵、冉魏、前燕、东魏、北齐六朝古都;五代时期,邯郸东部的大名初为后唐国都,后为后唐、后晋、后汉、后周和北宋的陪都。出自邯郸或与邯郸有关的成语典故达1584条,被誉为“中国成语典故之都”。
直缝管流体管设计合理视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:直缝管流体管设计合理的图文介绍
直缝管和有缝管有什么区别?
直缝管和有缝管都是无缝钢管,有焊管、螺旋管等,没有多大的区别,主要是生产时焊缝不一样。有缝管主要用于结构,压力不高的输水管,民用设施等.但随着制造技术的提高,有缝管的使用领域也越来越广泛.象现在西气东输大多使用大直径的直缝管,如P91,P22等!


JCOE成型的优势
大直径直缝埋弧焊管是以钢板为原料,经过不同的成型工艺,采用双面埋弧焊接和焊后扩径等工序制成焊管。直缝埋弧焊管生产工艺不管采用哪种生产方法,如钢板超声波检查、铣边、边缘处理和成型后的管坯点焊、内外埋孤焊、超声波探伤、扩径、水压试管等工序基本上是大同小异,关键是成型工序不同。因此,根据成型工序,SAWL又可以具体分为辊弯成型(砌强)、连续扭转成型、UOE成型和JCOE成型工艺4种。
RBE成型是一种传统的成型工艺。该成型法是将钢板压边后在三辊或四辊之间经多次滚压卷制成圆筒形,然后采用双面埋弧焊接成型。该成型方式的优点是设备小、重量轻、投资少、管径范围大、产量适中且生产灵活,对市场适应性强,但也存在管筒开口大、易错边、不易控制等缺点。对于大直径、高钢级、大壁厚钢管生产难度较大,由于该成型法成型上辊中部无支撑,受其刚度的限制,往往出现中间宽,两头窄的现象。
大直径直缝埋弧焊管是以钢板为原料,经过不同的成型工艺,采用双面埋弧焊接和焊后扩径等工序制成焊管。直缝埋弧焊管生产工艺不管采用哪种生产方法,如钢板超声波检查、铣边、边缘处理和成型后的管坯点焊、内外埋孤焊、超声波探伤、扩径、水压试管等工序基本上是大同小异,关键是成型工序不同。因此,根据成型工序,SAWL又可以具体分为辊弯成型(砌强)、连续扭转成型、UOE成型和JCOE成型工艺4种。
RBE成型是一种传统的成型工艺。该成型法是将钢板压边后在三辊或四辊之间经多次滚压卷制成圆筒形,然后采用双面埋弧焊接成型。该成型方式的优点是设备小、重量轻、投资少、管径范围大、产量适中且生产灵活,对市场适应性强,但也存在管筒开口大、易错边、不易控制等缺点。对于大直径、高钢级、大壁厚钢管生产难度较大,由于该成型法成型上辊中部无支撑,受其刚度的限制,往往出现中间宽,两头窄的现象。



直缝焊管的成型质量的控制:
将管坯弯曲成管筒状,当前端形成圆形时,后端仍为平面,因而带钢前端形成的圆断面将与垂直于带钢纵长的平面倾斜一个角度a。为了使带钢由平面连续成型为圆管状,带钢管坯的边缘在成型过程中就受到了拉伸作用。成型变形区L越长,则a就越小,边缘的拉伸变形也就越小。反之带钢边缘的拉伸变形就越大。当拉伸应力很大或拉伸变形很大时,在外力后变形不能全部,以致于产生较大的残余变形,成型后的管筒就会在边缘处产生波浪弯,从而影响到焊缝质量。因此我们在制定成型工艺时,首先应考虑带钢边缘在成型过程中产生小的拉伸,不至于产生残余变形。
将管坯弯曲成管筒状,当前端形成圆形时,后端仍为平面,因而带钢前端形成的圆断面将与垂直于带钢纵长的平面倾斜一个角度a。为了使带钢由平面连续成型为圆管状,带钢管坯的边缘在成型过程中就受到了拉伸作用。成型变形区L越长,则a就越小,边缘的拉伸变形也就越小。反之带钢边缘的拉伸变形就越大。当拉伸应力很大或拉伸变形很大时,在外力后变形不能全部,以致于产生较大的残余变形,成型后的管筒就会在边缘处产生波浪弯,从而影响到焊缝质量。因此我们在制定成型工艺时,首先应考虑带钢边缘在成型过程中产生小的拉伸,不至于产生残余变形。



几年来,承蒙社会各界人士的关心和支持,钢兴钢管 有限公司充分发挥自身优势,积j i面向 河北邯郸合金管市场,参与竞争, 取得了良好的生态效益、社会效益和经济效益,受到了社会各界的好评,有较好的认知度和美誉度。我们将再接再励,不断加强自身建设。


JCOE(压模成型)工艺:
制备后的钢板运往模压机,由操作机将钢板移至压型工位,由一个有弧形的模具压头经一系列步骤压成管体。
水压机由两台操作机进行操作,先压制一边形成半圆,即“J”形,再由第二台操作机将钢板换位,进行另一半边的压弯成型。压模的厚度影响开口管体的圆度,厚度 保持小。板边滚压与三辊工艺类似。
C压力成型工艺:
C压力成型工艺是法国逢塔木松(Pont-A-MoussonS.A)公司首先采用的,也是一种生产大直缝焊管的有效方法,尤其是易于生产厚壁钢管。
成型依赖于高的控制精度和大的压力。钢板经辊式弯边机预弯边以后,送往C压力成型机,同样有两台操作机工怅在 台C压力机上成型钢板的一半,接着在另一台压力机上成型另一半,也就是先压成“C形,再压成“O"形,使之形成一个开口的圆形管体。工具与压板均有液压垫并稳定压制小的弧度,同时在全长上保证整齐。
制备后的钢板运往模压机,由操作机将钢板移至压型工位,由一个有弧形的模具压头经一系列步骤压成管体。
水压机由两台操作机进行操作,先压制一边形成半圆,即“J”形,再由第二台操作机将钢板换位,进行另一半边的压弯成型。压模的厚度影响开口管体的圆度,厚度 保持小。板边滚压与三辊工艺类似。
C压力成型工艺:
C压力成型工艺是法国逢塔木松(Pont-A-MoussonS.A)公司首先采用的,也是一种生产大直缝焊管的有效方法,尤其是易于生产厚壁钢管。
成型依赖于高的控制精度和大的压力。钢板经辊式弯边机预弯边以后,送往C压力成型机,同样有两台操作机工怅在 台C压力机上成型钢板的一半,接着在另一台压力机上成型另一半,也就是先压成“C形,再压成“O"形,使之形成一个开口的圆形管体。工具与压板均有液压垫并稳定压制小的弧度,同时在全长上保证整齐。



选购直缝管流体管设计合理来河北省邯郸市找钢兴钢管
有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:刘学成-13722727880,{QQ:133919903},地址:[风化店乡后枣园工业区]。