




我们的不锈钢焊管【镀锌管】匠心制造视频现已上线,产品魅力难挡,视频揭晓全貌,速来围观!
以下是:不锈钢焊管【镀锌管】匠心制造的图文介绍

经过多年的不懈努力,万弗莱钢有限公司拥有了一支技术精湛、服务意识强、具有强烈敬业精神的员工队伍,可以为用户提供从 河北邯郸精轧螺纹钢技术咨询、方案设计、生产制造、安装调试到售后服务一条龙的服务;可以根据用户的不同要求,量身设计 河北邯郸精轧螺纹钢在各个领域的整体解决方案;


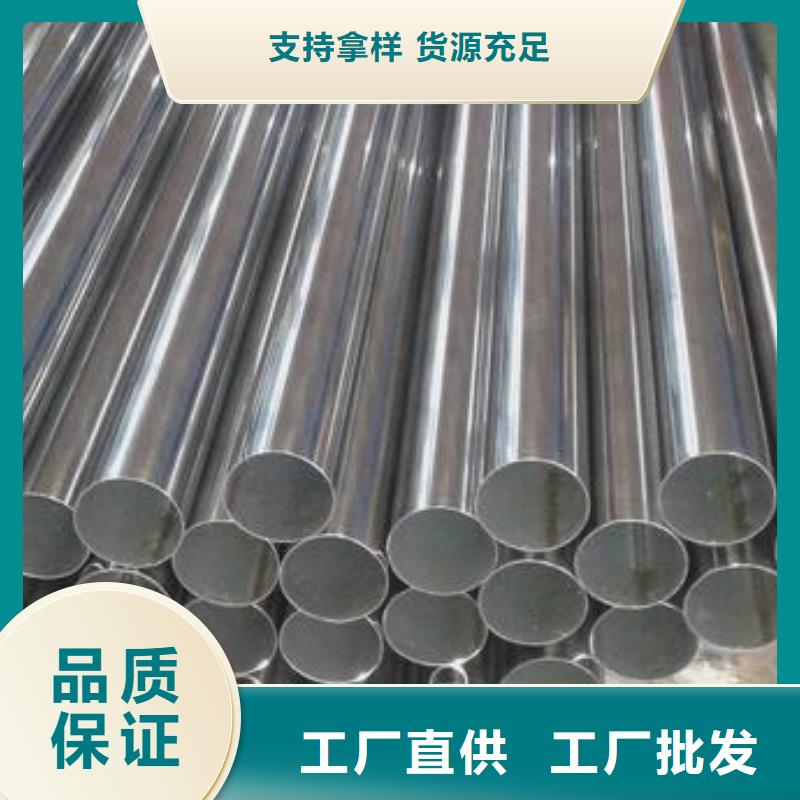
、用做装饰管、制品管、道具管时,一般要求有良好的表面效果,通常选用不锈钢焊管;
2、对于一般较低压力的流体输送,如输送水、油、煤气、空气以及取暖热水或蒸汽等低压系统,通常选用不锈钢焊管;
3、对于用在工业工程及大型设备上输送流体的管道,以及电站、核电站锅炉上要求耐高温高压、高强度的输送流体管道,则应选用不锈钢无缝管道;
4、不锈钢焊管一般用于0.8MPa以下的液体输送1、技术特征 1.1材质规格:304( 相当于0Cr18Ni9) 1.2工作介质: 水 软水 1.3设计压力: 1.4工作压力:5Kg/CM2 1.5试验压力: 7.5Kg/CM2
2、本工程编制依据 2.1 F43C技术文件. 2.2 国标GB50236-98《现场设备、工业管道焊接工程施工及验收规范》 2.3 国标GB50235-97《工业金属管道施工及验收规范》 2.4 本公司焊接工艺评定报告:HG1
3、焊工 3.1 焊工应具有“锅炉压力容器压力管道焊工考试规则”规定的焊工考试合格证。 3.2 焊工进入现场后应按GB50236-98规定先进行焊接实际操作考试合格,经总包方认可发证后方能担任本项目的焊接工作。
4、焊接检验 4.1焊接检验人员应熟悉F43C技术文件及有关国标和本工艺。 4.2对管材焊材按规定进行检验、填表验收。 4.3对焊工是否执行本工艺进行监督检查,对违反者进行教育帮
1、助得以改正。对严重违反者或教育不改者有权令其停止焊接工作。以确保焊接质量。 4.4 做好本工艺第7条“焊接后检查和管理工作”。 4.5 邀请和欢迎总包方和监理方检查人员检查焊接质量。
2、对于一般较低压力的流体输送,如输送水、油、煤气、空气以及取暖热水或蒸汽等低压系统,通常选用不锈钢焊管;
3、对于用在工业工程及大型设备上输送流体的管道,以及电站、核电站锅炉上要求耐高温高压、高强度的输送流体管道,则应选用不锈钢无缝管道;
4、不锈钢焊管一般用于0.8MPa以下的液体输送1、技术特征 1.1材质规格:304( 相当于0Cr18Ni9) 1.2工作介质: 水 软水 1.3设计压力: 1.4工作压力:5Kg/CM2 1.5试验压力: 7.5Kg/CM2
2、本工程编制依据 2.1 F43C技术文件. 2.2 国标GB50236-98《现场设备、工业管道焊接工程施工及验收规范》 2.3 国标GB50235-97《工业金属管道施工及验收规范》 2.4 本公司焊接工艺评定报告:HG1
3、焊工 3.1 焊工应具有“锅炉压力容器压力管道焊工考试规则”规定的焊工考试合格证。 3.2 焊工进入现场后应按GB50236-98规定先进行焊接实际操作考试合格,经总包方认可发证后方能担任本项目的焊接工作。
4、焊接检验 4.1焊接检验人员应熟悉F43C技术文件及有关国标和本工艺。 4.2对管材焊材按规定进行检验、填表验收。 4.3对焊工是否执行本工艺进行监督检查,对违反者进行教育帮
1、助得以改正。对严重违反者或教育不改者有权令其停止焊接工作。以确保焊接质量。 4.4 做好本工艺第7条“焊接后检查和管理工作”。 4.5 邀请和欢迎总包方和监理方检查人员检查焊接质量。



正如标准A380[3]指出的如果铁锈试验溶液不能全部干净,不在设备的工艺表面,即用来生产人类消费品的直接接触表面采用这种试验方法。比较简单的试验方法是在水中暴露12~24小时,检查是否有锈斑。这种试验灵敏性差,而且耗时。这些都是检测试验,不是清理方法。如果发现有铁存在,必须用后面介绍的化学和电化学的方法进行清理。
划痕
为了防止工艺润滑剂或生成物和/或污物积留,必须对划痕和其它粗糙表面进行机械清理一般都是用不锈钢专用抛光机去除. 热回火色和其它氧化层
如果在焊接或修磨过程中不锈钢在空气中被加热到一定的高温,焊缝两侧、焊缝的下表面和底部都会出现铬氧化物热回火色。热回火色比氧化保护膜薄,而且明显可见。颜色决定于厚度,可呈见彩虹色、蓝色、紫色到淡黄色和棕色。较厚的氧化物一般为黑色。它是由于在高温或长时间在较高度下停留所致。当出现任何一种这类氧化层时,金属表面的铬含量都会降低,造成这些区域的耐腐蚀性降低。在这种情况下,不仅要热回火色和其它氧化层,还应对它们下面的贫铬金属层进行清理。
锈斑
制作前或制作过程中有时会看到不锈钢产品或设备上生锈,这说明表面受到严重污染。设备投入使用前必须把锈掉,彻底清理过的表面应通过铁试验和/或水试验进行检验。
粗糙的研磨和机加工
研磨和机加工都会造成表面粗糙,留有凹槽,重叠和毛刺等缺陷。每种缺陷也可能使金属表面损伤到一定深度,以至于受损伤的金属表面无法通过酸洗,电抛光或喷丸(如干喷砂,磨料用玻璃珠)等方法清理掉。粗糙表面能够成为发生腐蚀和沉积生成物的发源地,重焊前清理焊缝缺陷或多余的焊缝加强高都不能用粗磨进行研磨。对后一种情况,应再用细磨料研磨。
划痕
为了防止工艺润滑剂或生成物和/或污物积留,必须对划痕和其它粗糙表面进行机械清理一般都是用不锈钢专用抛光机去除. 热回火色和其它氧化层
如果在焊接或修磨过程中不锈钢在空气中被加热到一定的高温,焊缝两侧、焊缝的下表面和底部都会出现铬氧化物热回火色。热回火色比氧化保护膜薄,而且明显可见。颜色决定于厚度,可呈见彩虹色、蓝色、紫色到淡黄色和棕色。较厚的氧化物一般为黑色。它是由于在高温或长时间在较高度下停留所致。当出现任何一种这类氧化层时,金属表面的铬含量都会降低,造成这些区域的耐腐蚀性降低。在这种情况下,不仅要热回火色和其它氧化层,还应对它们下面的贫铬金属层进行清理。
锈斑
制作前或制作过程中有时会看到不锈钢产品或设备上生锈,这说明表面受到严重污染。设备投入使用前必须把锈掉,彻底清理过的表面应通过铁试验和/或水试验进行检验。
粗糙的研磨和机加工
研磨和机加工都会造成表面粗糙,留有凹槽,重叠和毛刺等缺陷。每种缺陷也可能使金属表面损伤到一定深度,以至于受损伤的金属表面无法通过酸洗,电抛光或喷丸(如干喷砂,磨料用玻璃珠)等方法清理掉。粗糙表面能够成为发生腐蚀和沉积生成物的发源地,重焊前清理焊缝缺陷或多余的焊缝加强高都不能用粗磨进行研磨。对后一种情况,应再用细磨料研磨。

