



我们精心制作的电气焊商业插画培训高薪就业产品视频已经准备就绪,让您一睹产品的风采。无论您是初次接触还是再次了解,视频都将为您带来全新的视角和体验。
以下是:电气焊商业插画培训高薪就业的图文介绍

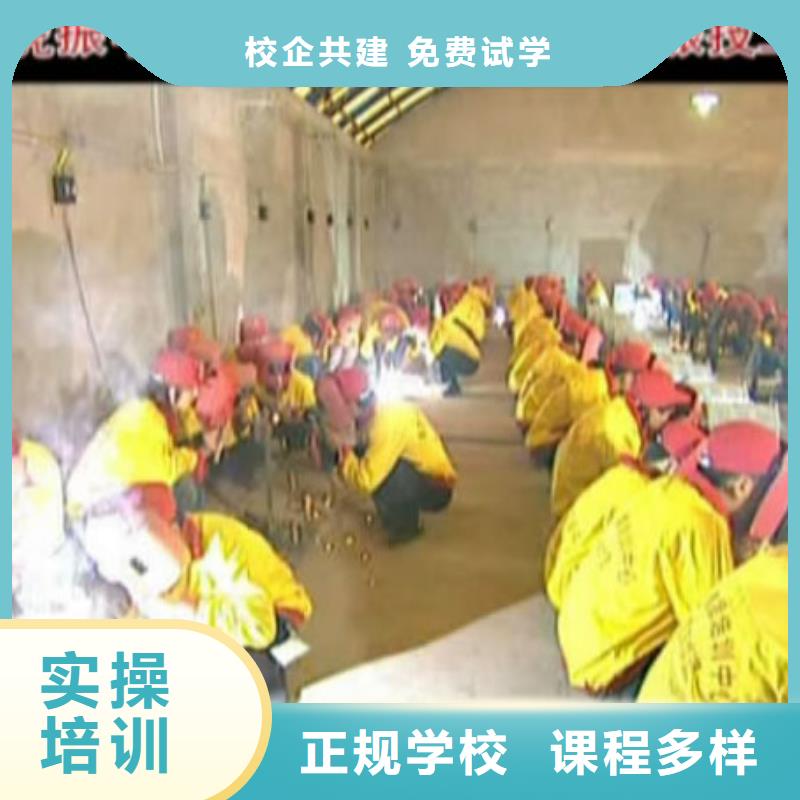
NBC270-2气体保护焊机
1.功能先进
引进吸收欧洲先进技术,电路简洁。
2.保护完善
具有过滤、过热保护,经过严格的三防处理,工作可靠。
3.性能优异
生产效率高,熔敷速度快,比焊条手工焊高1至3倍;焊机成本降低,只有焊条手工的40%至50%;焊后不清渣,又因是明弧,便于监视和控制,有利于实现焊接过程的机械化和自动化。
1.功能先进
引进吸收欧洲先进技术,电路简洁。
2.保护完善
具有过滤、过热保护,经过严格的三防处理,工作可靠。
3.性能优异
生产效率高,熔敷速度快,比焊条手工焊高1至3倍;焊机成本降低,只有焊条手工的40%至50%;焊后不清渣,又因是明弧,便于监视和控制,有利于实现焊接过程的机械化和自动化。


虎振技工学校从事研发和生产 广西桂林影视后期。公司仓储面积大,能够给各地客户提供各种规格 广西桂林影视后期。公司产品交货快、规格特殊产品也可定做加工的特点。集生产,加工、销售,物流配备一体化的模式,方便并满足客户需求,实现一站式采购。经由数年发展,虎振技工学校在各界友朋们的大力支持下取得了骄人的成绩。我们始终以“精益求精,用户至上,与时俱进,匠心品质”的原则,实诚做人、做事,为各界朋友提供合格产品。期待能与更多朋友们携手共创繁荣!欢迎国内外客户莅临考察!



所以,保护气体应选用氩气和二氧化碳的混合气,氩气的比例为75%,二氧化碳的比例为25%,这种混合气在对车身板件焊接时效果 。
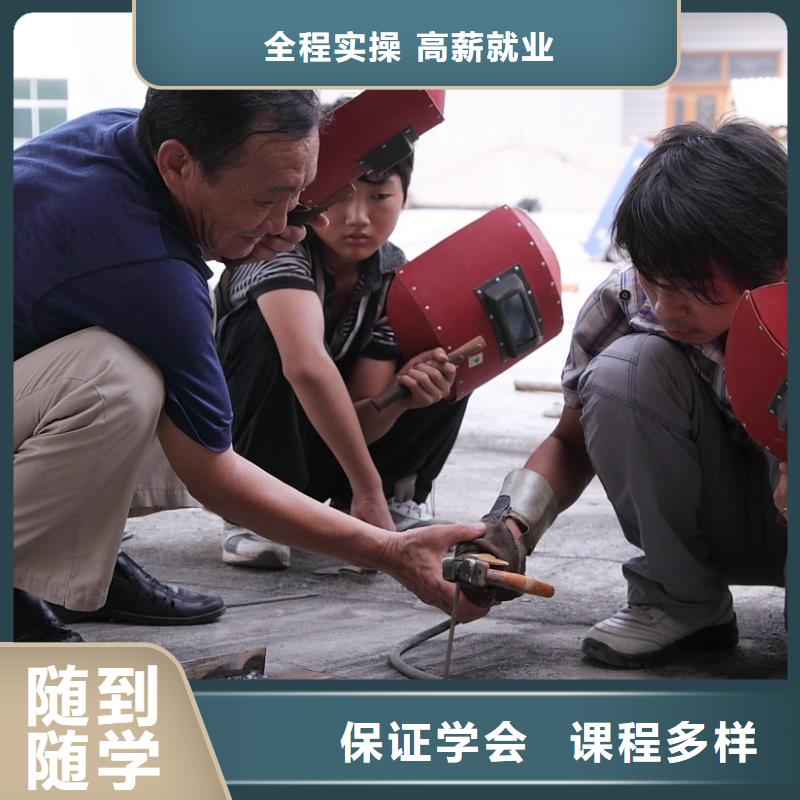
在车身焊接时,要按照制造厂提供的维修手册作业,每个板件所要求的焊接方法各有不同。经常使用的焊接方法有搭接焊、对接焊和塞焊,对车身板件的焊接要注意电流尽量小,能用小电流焊接的不要用大电流焊接。焊接时要采用分段焊接,使每个焊缝都能够得到充分的冷却,以防止板件变形。
二、电阻点焊:
在车身制造中被大量应用的电阻点焊,现在在修理中也逐步开始应用了。
随着汽车材料的发展,有些超高强度钢不能采用气体保护焊焊接。气体保护焊焊接的热量会破坏超高强度钢的内部结构,使其强度降低。所以只能采用电阻点焊来修理。电阻点焊还有一个 的优点是受操作者的影响比较小,只要调整好焊接压力、焊接电流和焊接时间后,每个焊点的焊接质量基本不会发生大的偏差,焊接质量比较稳定。
在车身焊接时,要按照制造厂提供的维修手册作业,每个板件所要求的焊接方法各有不同。经常使用的焊接方法有搭接焊、对接焊和塞焊,对车身板件的焊接要注意电流尽量小,能用小电流焊接的不要用大电流焊接。焊接时要采用分段焊接,使每个焊缝都能够得到充分的冷却,以防止板件变形。
二、电阻点焊:
在车身制造中被大量应用的电阻点焊,现在在修理中也逐步开始应用了。
随着汽车材料的发展,有些超高强度钢不能采用气体保护焊焊接。气体保护焊焊接的热量会破坏超高强度钢的内部结构,使其强度降低。所以只能采用电阻点焊来修理。电阻点焊还有一个 的优点是受操作者的影响比较小,只要调整好焊接压力、焊接电流和焊接时间后,每个焊点的焊接质量基本不会发生大的偏差,焊接质量比较稳定。


2、近代工业的兴起,电弧焊逐渐应用于手工业生产
1)上述古时春秋战国的有关事实充分证明,我国是一个具有悠久焊接培训历史的 ,但不是电弧焊
2)电弧焊是在电能成功地应用于工业生产之后才出现的。
3)1985年苏联发明碳弧焊至今以有百余年的历史(发明人是别那尔道斯)
4)电弧焊初期,焊接培训工艺是成熟的,以及在生产中的应用受到很大限制
5)在各国焊接培训工作者的努力下,20世纪40年代才形成较完整的焊接培训工艺体系
1)上述古时春秋战国的有关事实充分证明,我国是一个具有悠久焊接培训历史的 ,但不是电弧焊
2)电弧焊是在电能成功地应用于工业生产之后才出现的。
3)1985年苏联发明碳弧焊至今以有百余年的历史(发明人是别那尔道斯)
4)电弧焊初期,焊接培训工艺是成熟的,以及在生产中的应用受到很大限制
5)在各国焊接培训工作者的努力下,20世纪40年代才形成较完整的焊接培训工艺体系



