




想要真正了解紫铜管【紫铜排】本地厂家值得信赖产品的魅力吗?这个视频将以其无与伦比的视听效果,让您仿佛置身于产品的核心之中,感受其独特的魅力。
以下是:紫铜管【紫铜排】本地厂家值得信赖的图文介绍


这里所说的紫铜,确实要非常纯,含铜达99.95%以上才行,极少量的杂质,是磷、、铝等,会大大降低铜的导电率。铜中含氧(炼铜时容易混入少量氧)对导电率影响很大,用于电气工业的铜一般都必须是无氧铜。另外,铅、锑、铋等杂质会使铜的结晶不能结合在一起,造成热脆,也会影响纯铜的加工。
这种纯度很高的纯铜,一般用电解法精制:把不纯铜(即粗铜)作阳极,纯铜作阴极,以溶液为电解液。当电流通过后,阳极上不纯的铜逐渐熔解,纯铜便逐渐沉淀在阴极上。这样精制而得的铜;纯度可达99.99%。紫铜是比较纯净的一种铜,一般可近似认为是纯铜,导电性、塑性都较好,但强度、硬度较差一些。
紫铜棒牌 对照表名称牌 牌 德国牌 美国牌 英国零 无氧铜TU0C1011--C10100C110一 无氧铜TU1C1020OF-CuC10200C103二 无氧铜TU2C1020OF-CuC10200C103一 铜T1C1020OF-CuC10200C103二 铜T2C1100SE-CuC11000C101三 铜T3C1221------一 磷脱氧铜TP1C1201SW-CuC12000--二 磷脱氧铜TP2C1220SF-CuC12000。
这种纯度很高的纯铜,一般用电解法精制:把不纯铜(即粗铜)作阳极,纯铜作阴极,以溶液为电解液。当电流通过后,阳极上不纯的铜逐渐熔解,纯铜便逐渐沉淀在阴极上。这样精制而得的铜;纯度可达99.99%。紫铜是比较纯净的一种铜,一般可近似认为是纯铜,导电性、塑性都较好,但强度、硬度较差一些。
紫铜棒牌 对照表名称牌 牌 德国牌 美国牌 英国零 无氧铜TU0C1011--C10100C110一 无氧铜TU1C1020OF-CuC10200C103二 无氧铜TU2C1020OF-CuC10200C103一 铜T1C1020OF-CuC10200C103二 铜T2C1100SE-CuC11000C101三 铜T3C1221------一 磷脱氧铜TP1C1201SW-CuC12000--二 磷脱氧铜TP2C1220SF-CuC12000。



“客户永远是正确的”已成为鑫创荣业有限公司的企业格言。讲诚信 商通四海,公司已为全国1000余家大型客户提供了更实用、更可靠的 湖北恩施紫铜带产品, 湖北恩施紫铜带销售区域覆盖全国30多个省市、自治区等100多个地区,深受国内外客户的好评和信赖。在您的支持下,成为了 湖北恩施紫铜带技术创新的引导者。

所以,h85黄铜管的质量亦尤其好,价格亦绝不算甚贵,的确挺好的。H85黄铜是合金,具有比较高的强度,塑性好,能非常好地承受冷、热压力加工,焊接与耐蚀性能亦均,用于冷凝与散热用管、虹吸管、蛇形管、冷却设备制件。H85黄铜是合金,具有比较高的强度,塑性好,能非常好地承受冷、热压力加工,焊接与耐蚀性能亦均,用于冷凝与散热用管、虹吸管、蛇形管、冷却设备制件。
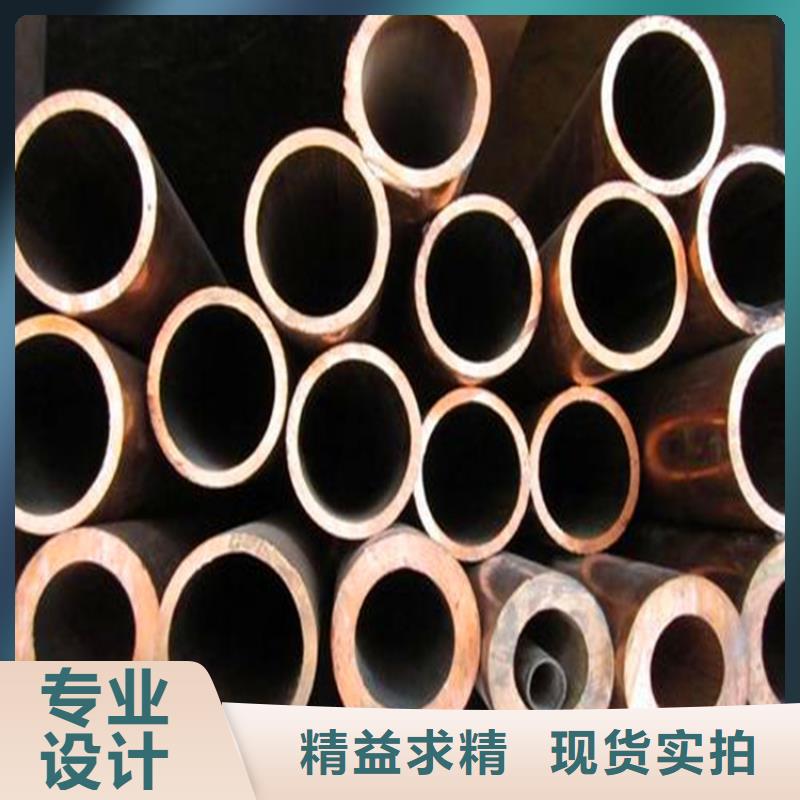
紫铜管是我们生活中常见的一类有色金属管,其也称为铜管。紫铜管具有重量较轻、导热性好、低温强度高等特性,因此其也常被使用于焊接中。那么紫铜管焊接的方法有哪些呢。跟着小编一起来了解一下吧。紫铜管常见的焊接方法有手工电弧焊、气焊和手工氩弧焊等方法,且大型结构也可采用自动焊。
一、手工电弧焊1、手工电弧焊前,应清理焊接处边缘,且焊件厚度应大于4毫米,焊前必须预热,预热温度一般在400-500℃左右。2、焊接时应当用短弧,且焊条不宜作横向摆动。当焊条作往复的直线运动时,是可以改善焊缝的成形的。
紫铜管是我们生活中常见的一类有色金属管,其也称为铜管。紫铜管具有重量较轻、导热性好、低温强度高等特性,因此其也常被使用于焊接中。那么紫铜管焊接的方法有哪些呢。跟着小编一起来了解一下吧。紫铜管常见的焊接方法有手工电弧焊、气焊和手工氩弧焊等方法,且大型结构也可采用自动焊。
一、手工电弧焊1、手工电弧焊前,应清理焊接处边缘,且焊件厚度应大于4毫米,焊前必须预热,预热温度一般在400-500℃左右。2、焊接时应当用短弧,且焊条不宜作横向摆动。当焊条作往复的直线运动时,是可以改善焊缝的成形的。

