

想要真正了解耐候钢板,耐磨钢板多年行业经验产品的魅力吗?这个视频将以其无与伦比的视听效果,让您仿佛置身于产品的核心之中,感受其独特的魅力。
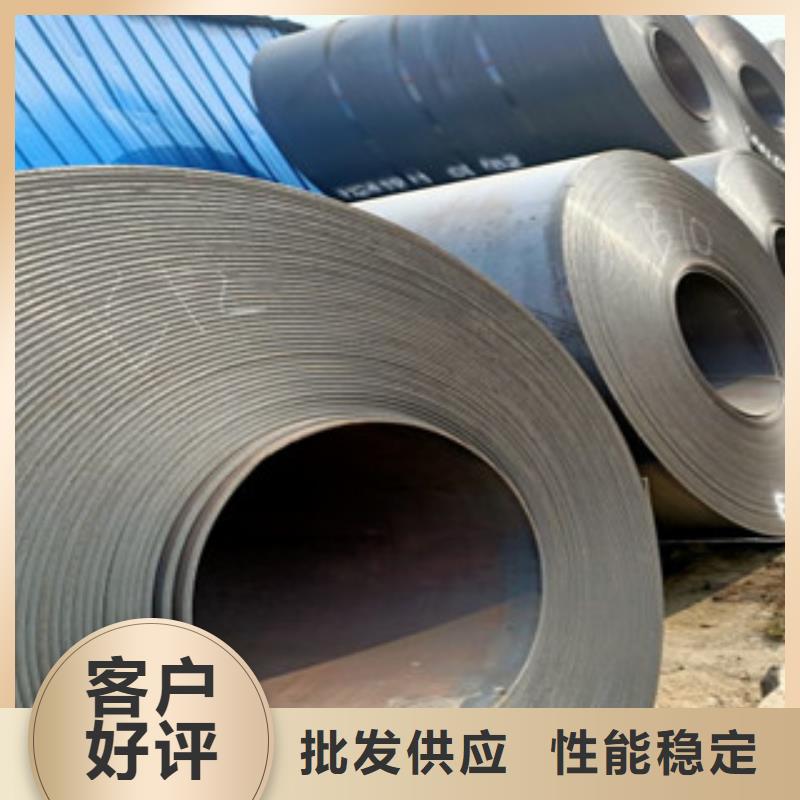
以下是:耐候钢板,耐磨钢板多年行业经验的图文介绍


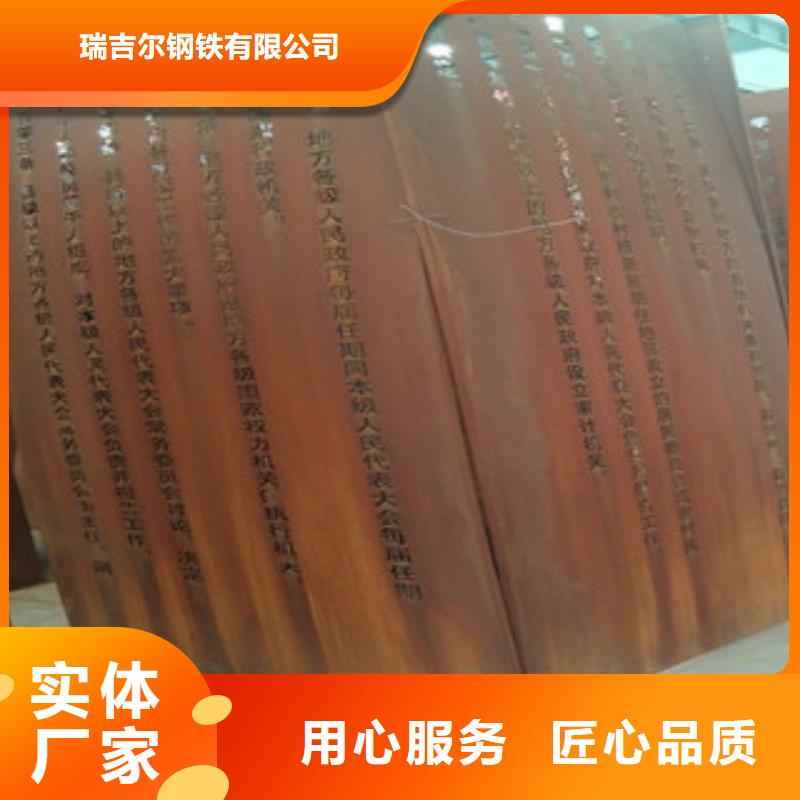
耐候钢板为什么要做锈面处理制造锈蚀钢板? 一、敏捷构成安稳的、颜色厚度均匀的、不简单被擦落的锈赤色氧化膜,在室外温度摄氏25度的环境下,一般3小时内完成锈处理工艺。二、锈处理催化方案下,敏捷发生的表面粗糙有手感,使其构筑物更富体积感和质量感,提高视觉效果和感官效果,敏捷提高园林规划的效果,提高经济效益和艺术效益!这个手感是规划师向往的手感,一般耐候钢自然生锈要1-2年才有如此效果,2-3个月只有轻黄锈色,没有手感,简单掉锈!三、不受当地地理位置、当地气候、所在方位(面向东南还是西北)等影响,构成的锈红氧化膜颜色均匀一致安稳!四、处理工艺不带腐蚀性,不会影响后期表面锈层的继续构成,环保无害,不影响植物的生长。不影响有限资料与周围植物的彼此“共生”,体现可持续的规划观。



瑞吉尔钢铁有限公司经销批发的 山东东营Q660D钢板等畅销消费者市场,在消费者当中享有较高的地位,公司与多家零售商和代理商建立了长期稳定的合作关系。本公司秉承“务实、客户为本”的企业精神,“诚信经营、共同发展”的经营理念,科学管理为先导,完善服务为重点,以合理的价格,良好的信誉,建立了庞大稳固的客户群,赢得广大客户的支持和信赖,在业界树立起良好的信誉和口碑。

选用合适的焊接方法和焊接操作规范。在中厚板几种常用的焊接方法中,焊接接 头的低温冲击韧性以清根双面多层 混合气体保护焊 ,其次是清根双面多层手工焊条焊,再次为不清根双面单层埋弧自动焊。 混合气体保护焊焊接 头的氢含量低 ,抗 冷 裂性能好 ,应优先采用 。 多层焊时 ,前 一 层焊道对后一层焊道起到预热的作用;而后一层焊道对前一层焊道又起 到后热缓冷和 回火的作 用 ,所 以多层焊接头比单层焊接头抗裂性高。 当焊缝断面较大时,应采用多层 多道焊。 手工焊条焊须保持短弧操作 。 手工焊条焊和混合气体保护半 自动焊应在离开 焊缝 端头 2O ~30 m m 引弧 ,电 弧稳定后再拉到焊缝端头进行正常焊接 。 焊缝末端必须采用回焊收尾法 ,回焊长度应为 25 ~40 mm ;焊接弧坑必须焊 满


