




为了给您提供更的不锈钢管H型钢海量现货产品信息,解锁不锈钢管H型钢海量现货产品新体验,视频带你玩转每个细节!
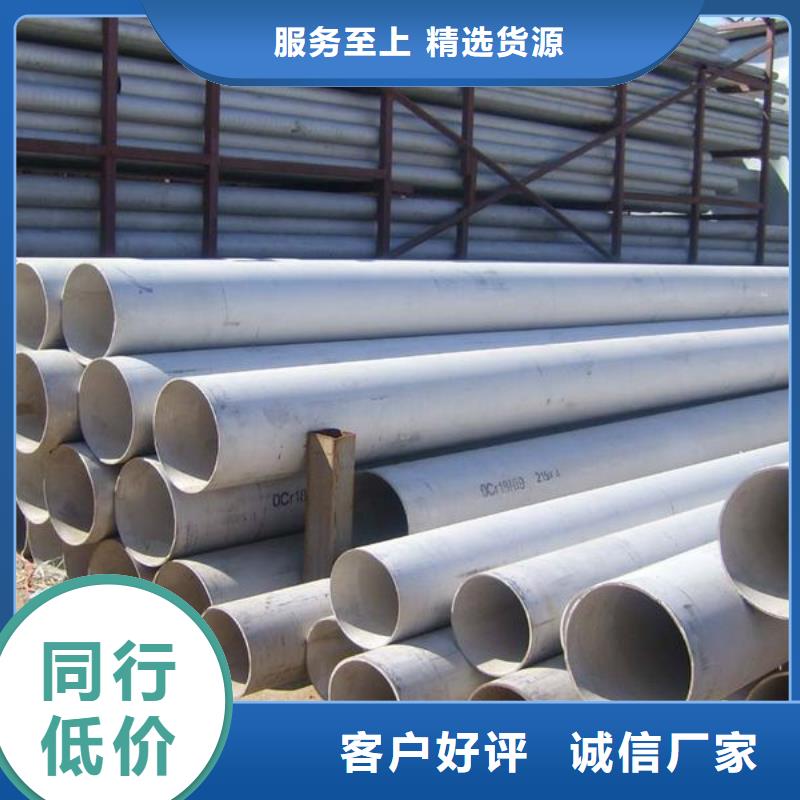
以下是:不锈钢管H型钢海量现货的图文介绍


不锈钢管生产正处于这样的情况之下:轧管机组种类多、规格全、产能大、装备现代化但产能分散,和科研力量强而不集中,资金严重不足,试验研究设备齐全、条件具备但分散于各企业,难以统筹安排;轧管机组和检。笔者认为:这正是我们实现不锈钢管强国目标的基础,正说明我们的硬件条件已具备,条件有的也已具备,只要抓住现在这个“生产过剩”的大好机遇,从工艺、设备设计制造和组织管理层面努力,一定能很快实现我们的目标。
具体包括:①二辊和三辊轧制成品管质量的对比,是直径≤180mm中小直径不锈钢管的对比;②二辊和三辊的工艺、工具更换、事故几率和处理耗时等对比,是直径≤180mm中小直径管的对比;③三辊式和侧开式换辊的操作和耗时以及处理事故和耗时的对比。
包括:①穿制无内表面缺陷的薄壁毛管的工艺、以及其工具、要求;②穿制高合金钢毛管的工艺、以及其工具、要求;③锥形辊穿孔的毛管尾部质量和管坯后定心孔的关系,有关工艺、以及工具、要求。1)在生产和工艺层面(1)深层次地总结在斜轧穿孔方面的有关和生产工艺。
(2)深层次地总结连轧管机组的有关、工艺和力能参数,工具、材料、能源实际消耗的对比情况以及有关问题。(3)深层次地总结斜轧和纵轧延伸的有关、工艺、力能参数,工具、材料、能源实际消耗对比情况以及有关问题。包括:①斜轧中二辊、三辊工艺(工具及等),设备和产品质量对比以及各种、设计,消耗数据对比;②二辊斜轧延伸(扩管)机的辗轧角(扩径顶头)和扩径量、产品质量的关系,并建立数学模型;③纵轧中顶管。
具体包括:①二辊和三辊轧制成品管质量的对比,是直径≤180mm中小直径不锈钢管的对比;②二辊和三辊的工艺、工具更换、事故几率和处理耗时等对比,是直径≤180mm中小直径管的对比;③三辊式和侧开式换辊的操作和耗时以及处理事故和耗时的对比。
包括:①穿制无内表面缺陷的薄壁毛管的工艺、以及其工具、要求;②穿制高合金钢毛管的工艺、以及其工具、要求;③锥形辊穿孔的毛管尾部质量和管坯后定心孔的关系,有关工艺、以及工具、要求。1)在生产和工艺层面(1)深层次地总结在斜轧穿孔方面的有关和生产工艺。
(2)深层次地总结连轧管机组的有关、工艺和力能参数,工具、材料、能源实际消耗的对比情况以及有关问题。(3)深层次地总结斜轧和纵轧延伸的有关、工艺、力能参数,工具、材料、能源实际消耗对比情况以及有关问题。包括:①斜轧中二辊、三辊工艺(工具及等),设备和产品质量对比以及各种、设计,消耗数据对比;②二辊斜轧延伸(扩管)机的辗轧角(扩径顶头)和扩径量、产品质量的关系,并建立数学模型;③纵轧中顶管。



国耀宏业钢铁有限公司凭借高素质的管理人员及认真负责的一线工人的共同努力,打造质量过硬的 山东德州工字钢产品。
近年来,公司高度重视经营模式创新和改变,积j i发展电子商务,致力于打造以生产为基础,互联网为平台,电子商务运营为主要发力点,展望未来,公司将坚定不移的实施 山东德州工字钢质量品牌战略,坚持“以责任坚守品质,以诚信服务客户”的经营理念,成长为 山东德州工字钢综合服务商。


在电极前的参照周期是,料斗再加料时一般使用319KWh/t,在操作机构确立的个试验周期内再加料时可以使用30IKWh/t。目前,一些操作设备会使这些指标越来越系统化,并使再加料时达到290KWh/t,即与参照周期相比预计达到290KWh/t。
结论由于安装了新的检测、控制仪表,使得不锈钢管厂的UHP电弧炉有所改进。UCE(电控制器)能完成主要电参数的实际时间的测量和计算。这样就能检验三相电极间电的平衡,这样的平衡态可使三相电极上的不锈钢耐火材料有着同样的消耗,取消了部份的修补,也使生产率。
TCE(电极记录传感器)具有调节电极的能力,它是按照熔化周期内实际功率不变,而在精炼周期内Va/I不变进行调节的,TCE可以节能,使电极消耗,并使三相电极附近的不锈钢耐火材料有着同样的持久的消耗量。电极位移传感器是在再装料时作为操作设备使用的,正如为了降低电压,被用在防止冷却板水温升高一样。
不锈钢管切削加工是机械制造的重要加工方法之一。不锈钢管切削是用从不锈钢毛坯上切除加工余量而合格不锈钢管的过程。不锈钢管切削的加工方法有车、铣、刨、磨,钻等。在切削过程中,切削作用的产生,必须具备三个基本条件:(1)材料应具有优良的切削性能由于的切削部分要承受较大的切削力和较高的切削热,因此,材料应该具有较高的硬度、耐磨性、耐热性和足够的强度。
结论由于安装了新的检测、控制仪表,使得不锈钢管厂的UHP电弧炉有所改进。UCE(电控制器)能完成主要电参数的实际时间的测量和计算。这样就能检验三相电极间电的平衡,这样的平衡态可使三相电极上的不锈钢耐火材料有着同样的消耗,取消了部份的修补,也使生产率。
TCE(电极记录传感器)具有调节电极的能力,它是按照熔化周期内实际功率不变,而在精炼周期内Va/I不变进行调节的,TCE可以节能,使电极消耗,并使三相电极附近的不锈钢耐火材料有着同样的持久的消耗量。电极位移传感器是在再装料时作为操作设备使用的,正如为了降低电压,被用在防止冷却板水温升高一样。
不锈钢管切削加工是机械制造的重要加工方法之一。不锈钢管切削是用从不锈钢毛坯上切除加工余量而合格不锈钢管的过程。不锈钢管切削的加工方法有车、铣、刨、磨,钻等。在切削过程中,切削作用的产生,必须具备三个基本条件:(1)材料应具有优良的切削性能由于的切削部分要承受较大的切削力和较高的切削热,因此,材料应该具有较高的硬度、耐磨性、耐热性和足够的强度。



tjxs

铬镍奥氏体(18-8)不锈钢管手工钨极氩弧焊焊接特点及焊接工艺铬镍奥氏体(18-8)不锈钢管手工钨极氩弧焊双面打底、焊条电弧焊盖面工艺是结合手工钨极氩弧焊和焊条电弧焊的各自优点而制定的一套经焊接。
不锈钢管手工钨极氩弧焊双面打底焊接操作过程中,利用两支焊在焊缝形成一个共同的熔池,每个焊出的流分别对内、外两侧形成立体保护区,保证了焊接区域不受空气侵入,确保了焊缝焊透和双面同步焊缝成形。双面打底焊接过程中,一般内侧焊接操作人员为主焊者,负责控制焊接速度、添加焊丝;外侧焊接操作人员为辅助配合、不加焊丝,特殊情况下视焊缝成形情况酌情添加。
由于手工钨极氩弧焊双面打底是采用二支焊同时操作,在一点维持一个熔池,因而焊接工艺参数的选择非常重要,如双面同时采取与单面焊接工艺相同的焊接工艺参数,势必造成对母材大的热输入,极易引起母材过烧,易形成晶间腐蚀倾向,影响焊缝及热影响区的机械性能。
铬镍奥氏体(18-8)不锈钢管手工钨极氩弧焊双面打底、焊条电弧焊盖面工艺关键因素之一是焊接工艺参数选择。对于铬镍奥氏体(18-8)不锈钢管焊接过程中必须严格控制热输入,即控制焊接线能量。焊接线能量是焊接电流和电弧电压之积与焊接速度的比值,直观反映焊接过程中的热输入的大小。
手工钨极氩弧焊双面打底另一关键因素是内、外两侧操作人员同步配合。操作过程中,保持同步能共同维持一个熔池,形成高质量的焊缝。反之,必然形成两个部分重合或不重合的熔池,相互间不能形成良好的立体保护,造成焊缝金属的氧化,极易在焊缝内部形成气孔、未熔合等缺陷,达不到工艺目的。
不锈钢管手工钨极氩弧焊双面打底焊接操作过程中,利用两支焊在焊缝形成一个共同的熔池,每个焊出的流分别对内、外两侧形成立体保护区,保证了焊接区域不受空气侵入,确保了焊缝焊透和双面同步焊缝成形。双面打底焊接过程中,一般内侧焊接操作人员为主焊者,负责控制焊接速度、添加焊丝;外侧焊接操作人员为辅助配合、不加焊丝,特殊情况下视焊缝成形情况酌情添加。
由于手工钨极氩弧焊双面打底是采用二支焊同时操作,在一点维持一个熔池,因而焊接工艺参数的选择非常重要,如双面同时采取与单面焊接工艺相同的焊接工艺参数,势必造成对母材大的热输入,极易引起母材过烧,易形成晶间腐蚀倾向,影响焊缝及热影响区的机械性能。
铬镍奥氏体(18-8)不锈钢管手工钨极氩弧焊双面打底、焊条电弧焊盖面工艺关键因素之一是焊接工艺参数选择。对于铬镍奥氏体(18-8)不锈钢管焊接过程中必须严格控制热输入,即控制焊接线能量。焊接线能量是焊接电流和电弧电压之积与焊接速度的比值,直观反映焊接过程中的热输入的大小。
手工钨极氩弧焊双面打底另一关键因素是内、外两侧操作人员同步配合。操作过程中,保持同步能共同维持一个熔池,形成高质量的焊缝。反之,必然形成两个部分重合或不重合的熔池,相互间不能形成良好的立体保护,造成焊缝金属的氧化,极易在焊缝内部形成气孔、未熔合等缺陷,达不到工艺目的。
