

以下是:【数控等离子切割机-金属激光切割机批发价格】的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电仪 |
| 发货期限 | 3天 |
| 供货总量 | 999 |
| 运费说明 | 供方支付 |
| 最小起订 | 1 |
| 是否厂家 | 生产厂家 |
| 产品材质 | 钢结构 |
| 产品品牌 | 华宇诚数控 |
| 产品规格 | 3000×1500/4000×1500/4000×2000/6000×2000/6000×2500/8000X2500 |
| 加工定制 | 是 |
| 产品型号 | YCLM-4000 |
| 质保时间 | 2年 |
| 适用领域 | 金属钢板切割 |
以下是:【数控等离子切割机-金属激光切割机批发价格】的图文视频




【导语】:【数控等离子切割机-金属激光切割机批发价格】_华宇诚数控科技有限公司,固定电话:18986290037,移动电话:18986290037,联系人:,QQ:1051088151,武汉江夏区庙山工业园特1号发货到黑龙江省 大兴安岭市 呼玛县、塔河县、漠河市 发货到 黑龙江省大兴安岭市。 黑龙江省,大兴安岭地区 大兴安岭地区地处黑龙江省西北部、内蒙古自治区东北部、大兴安岭山脉东北坡,是中国北端的地级行政区,属温带季风气候。
想要一睹【数控等离子切割机-金属激光切割机批发价格】产品的风采吗?别犹豫,我们的视频将带您领略产品的每一个精彩瞬间,从细节中感受品质,从画面中捕捉魅力。
以下是:【数控等离子切割机-金属激光切割机批发价格】的图文介绍


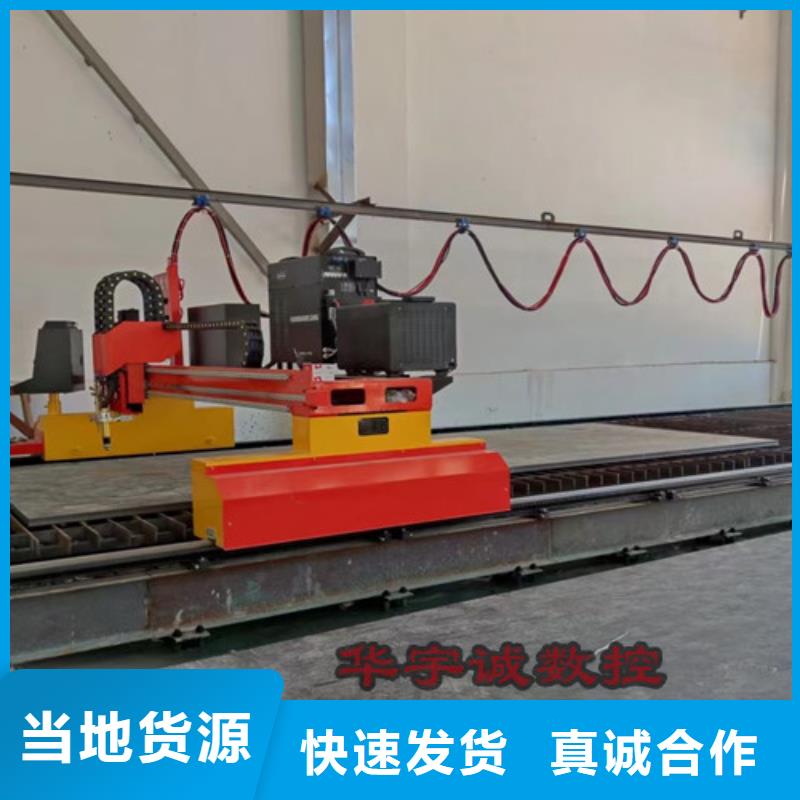
数控等离子切割机烟尘处理哪种方式效果好, 等离子切割产生的烟尘与焊接烟尘类似,烟尘量较大,含有有害气体和微小粉尘颗粒物,如CO、CO、H、0、NO和碳氢化合物等。一次烟尘粒子以球状、粒径3um的呼吸性粉尘为主,在空气中可在静电和磁性作用下迅速聚集在一起,形成直径较大的二次粒子,对现场职工危害很大。干式除尘方式就是为数控切割平台增加一套烟尘捕捉装置,将捕集到的烟尘直接输送到烟尘过滤净化设备,经过处理达标后再进行排放。等离子切割产生的烟尘基本形成于工件切口的下方,因此抽气式负压切割平台成为目前常见的烟气捕捉装置。为了节省投资和提高抽风效率,以小的送风量达到 的烟尘采集量,一般只对正处于切割的区域进行吸尘处理。因此切割平台沿着切割机主导轨方向会被分成若干个均匀的密闭小区域,旁侧开有出风口。由于干式除尘方式结构简单、工作可靠、除尘效果较好而被广泛使用。采用干式切割方式,通过除尘器吸走切割时产生的烟尘,经过滤处理后排放,不仅切割效率高,而且保护了操作人员的劳动环境并防止了环境污染,是一种比较理想的除尘方式。



华宇诚数控科技有限公司始终秉承研发带动生产,生产促进研发的循环发展理念,严把 黑龙江大兴安岭光纤激光切割机床质量关,价格关,售后服务关,得到广大新老客户信赖。我们将一如既往,以更好的 黑龙江大兴安岭光纤激光切割机床产品,更优的价格,更及时到位的服务来回馈广大新老客户,与您携手共同走向我们美好的明天。


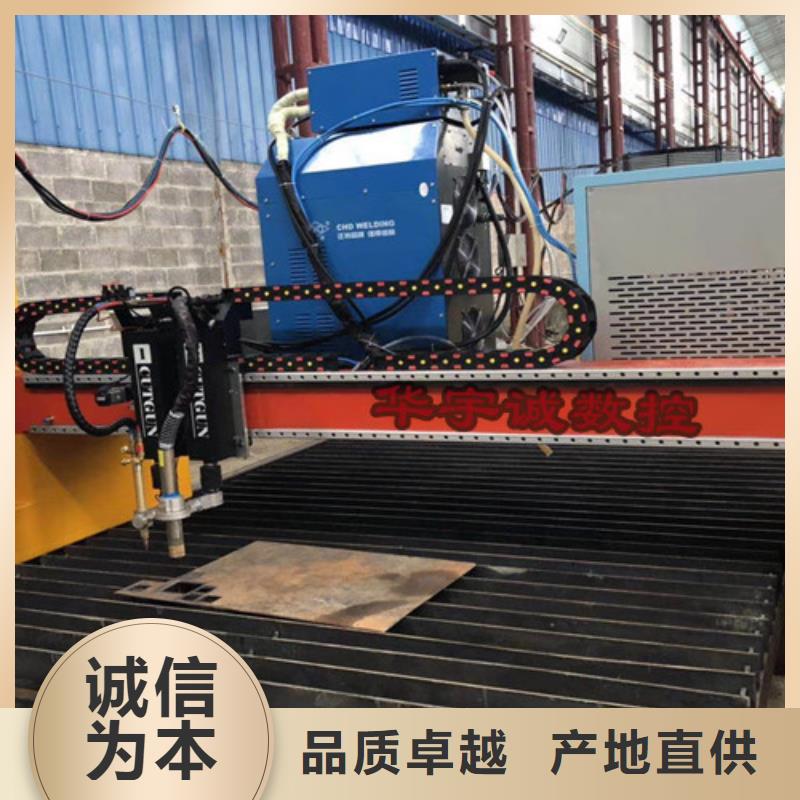
数控等离子切割机在使用时要注意掌握一些细节,不然容易因为切割质量不稳定,易损件更换频繁而发生故障。那么数控等离子切割机平时的使用技巧有哪些呢?图片-----图片-----1、数控等离子切割机要采用合理的切距按说明书的要求,采用合理的切距,切距即切割喷嘴和工件表面的距离,当穿孔时,尽可能采用正常切距的2倍距离或是采用等离子弧所能传递的高度。-----图片-----2、数控等离子切割机切割应从边缘开始数控等离子切割机尽量从边缘开始切割,而不要穿孔切割。数控等离子切割机采用边缘作为起始点会延长消耗件的使用寿命,所以正确方法是将喷嘴直接对准工件的边缘后再启动等离子弧。 图片-----图片-----3、数控等离子切割机减少不必要的“起弧(或导弧)”时间起弧时喷嘴与电极的消耗均非常快,所以在开始前,应将割炬放在切割金属的行走距离内。 -----图片-----4、数控等离子切割机尽量保持割炬与消耗件的清洁在割炬与消耗件上的任何脏物都会极大地影响等离子系统的功能。更换消耗件时要将其放在干净的绒布上,要经常检查割炬的连接罗纹,用过氧化氢类清洁剂清洗电极接触面还有喷嘴。图片-----图片-----5、数控等离子切割机喷嘴不能过载使用 让喷嘴过载(即超过喷嘴的工作电流),会使喷嘴损坏更快。电流强度应是喷嘴的工作电流的95%。比如:100A的喷嘴的电流强度应设定为95A。图片-----图片-----6、数控等离子切割机穿孔厚度要在机器系统的允许范围内数控等离子切割机不得在超过工作厚度的钢板上穿孔,一般的穿孔厚度是正常切割厚度的1/2。



数控等离子切割机电弧功率数控等离子切割机为了获得高压缩性的等离子弧切割电弧,切割喷嘴都采用了较小的喷嘴孔径、较长的孔道长度并加强了冷却效果,这样可以使得喷嘴有效断面内通过的电流增加,即电弧的功率密度加大。但同时压缩也使得电弧的功率损失加大,因此,实际用于切割的有效力量要要比电源输出的功率小,其损失率一般在25%~50%之间,有些方法如水压缩等离子弧切割的力量损失率会更大,在进行切割工艺参数设计或切割成本的经济核算时应该考虑这个问题。在工业中使用的金属板厚大多是在50mm以下,在这个厚度范围内用常规的等离子弧切割往往会形成上大下小的割口,而且割口的上边缘还会导致切口尺寸精度下降并增加后续加工量。当采用氧和氮气等离子弧切割碳钢、铝和不锈钢时,当板厚在10~25mm范围内时,通常是材料越厚,端边的垂直度越好,其切割棱边的角度误差在1度~4度。当板厚小于1mm,随板厚的减小,切口角度误差从3°~4°增加到15°~25°。一般认为,这种现象的产生原因是由于等离子射流在割口面上的热输入不平衡所致,即在割口的上部等离子弧力量的释放多于下部。这个力量释放的不平衡,与很多工艺参数密切相关,如等离子弧压缩程度、切割速度及喷嘴到工件的距离等。增加电弧的压缩程度可以使高温等离子射流延长,形成更为均匀的高温区域,同时加大射流的速度,可以减小切口上下的宽度差。然而,常规喷嘴的过度压缩往往会引起双弧现象,双弧不但会损耗电极和喷嘴,使切割过程无法进行,而且也会导致切口质量的下降。另外,过大的切割速度和过大的喷嘴高度都会引起切口上下宽度差的增加。(以上内容摘自国内百科网)

【总结】:选购【数控等离子切割机-金属激光切割机批发价格】来黑龙江省大兴安岭市找华宇诚数控科技有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:-18986290037,{QQ:1051088151},地址:[江夏区庙山工业园特1号]。










