


联系我们

当前位置:
沧州 钢兴钢管
有限公司 >大同本地今日News
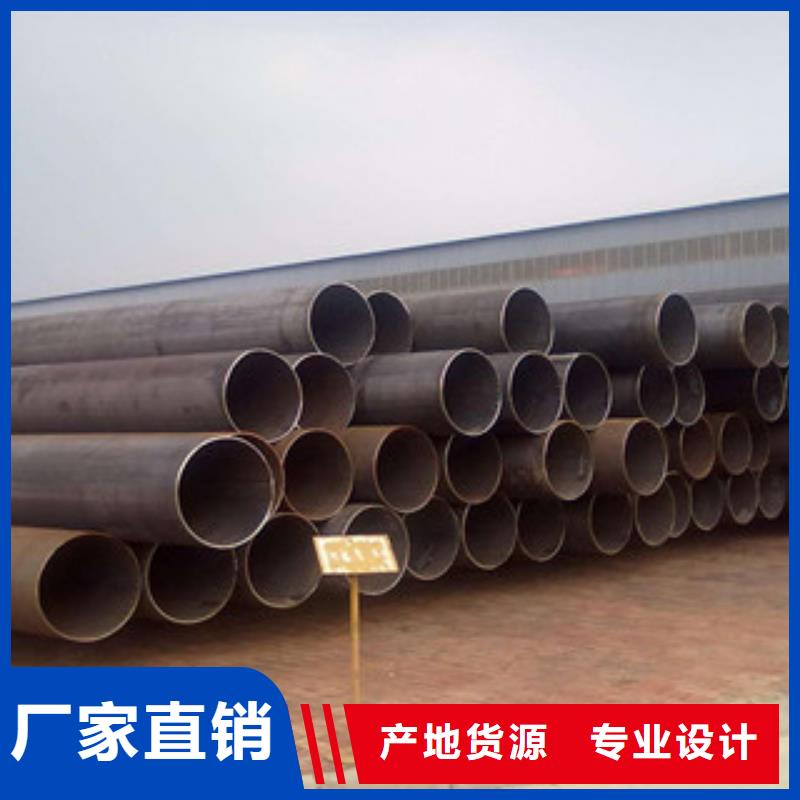
直缝管螺旋钢管实拍品质保障
更新时间:2025-01-15 06:34:20 浏览次数:19 公司名称:沧州 钢兴钢管 有限公司
以下是:直缝管螺旋钢管实拍品质保障的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 沧州 |
| 类型 | 无缝钢管 |
| 品牌 | 钢兴 |
以下是:直缝管螺旋钢管实拍品质保障的图文视频

在山西省大同市采购直缝管螺旋钢管实拍品质保障请认准钢兴钢管
有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:刘学成-13722727880,QQ:133919903,地址:沧州风化店乡后枣园工业区发货到山西省 大同市 矿区、南郊区、新荣区、阳高县、天镇县、广灵县、灵丘县、浑源县、左云县)。 山西省,大同市 大同市,古称云中、平城、云州,别称中国煤都。山西省辖地级市,Ⅱ型大城市,山西省第二大城市,国务院批复确定的中国晋冀蒙交界地区中心城市之一和重要的综合能源基地。截至2022年,全市下辖4个区、6个县,总面积14176平方千米,常住人口310.0万人,城镇人口228.5万人,城镇化率73.7%。
不要犹豫,点击播放我们的直缝管螺旋钢管实拍品质保障产品视频,让每一帧画面都为您揭示产品的独特之处,带给您前所未有的惊喜。
以下是:直缝管螺旋钢管实拍品质保障的图文介绍

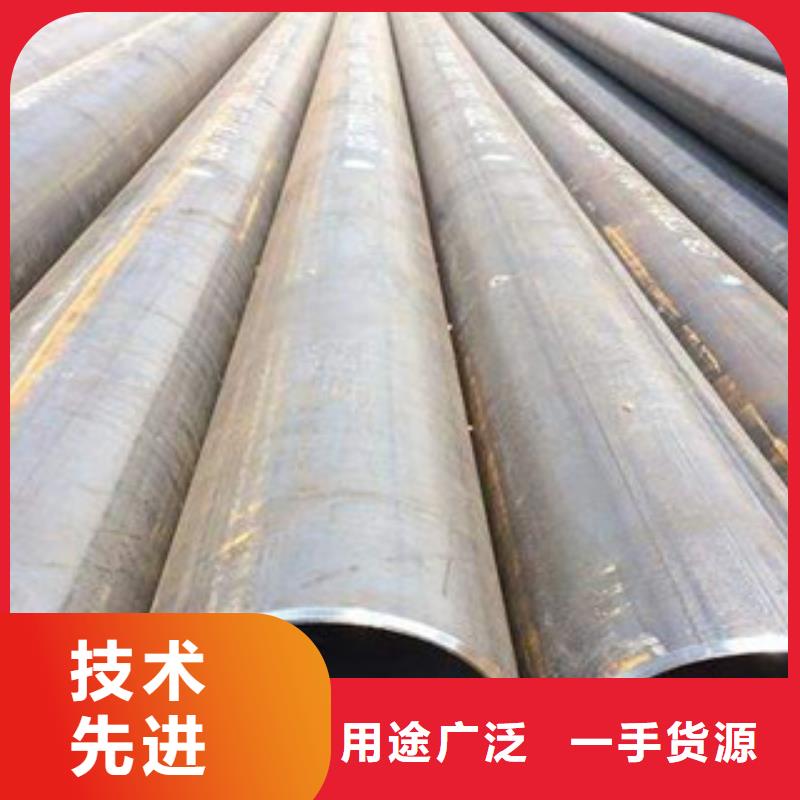
高频焊直缝焊管
高频直缝焊管(ERW)在我国起步较早,但应用于石油、天然气输送是在上个世纪80年代后期才开始。它的优点是:①使用热轧带钢作原料,尺寸、精度高,内外壁光滑,Q345B直缝焊管适用于中小直径的支线和城市天然气管线,管径D168~660mm,壁厚8~25mm范围,钢级在X56~X80之间;②适用于连续生产,焊速较高,Vmax≥20m/nain;③用途广泛,还可用于制造石油油井管,也适用于海底输送管线,甚至高寒地带输送管线。局限性在于:①不能作主干线的天然气管线;②管径≤219时,容易受到塑料管的竞争;③制作工艺上,焊接时不用焊条,焊缝的力学性能可以达到但不容易超过母材。
高频直缝焊管(ERW)在我国起步较早,但应用于石油、天然气输送是在上个世纪80年代后期才开始。它的优点是:①使用热轧带钢作原料,尺寸、精度高,内外壁光滑,Q345B直缝焊管适用于中小直径的支线和城市天然气管线,管径D168~660mm,壁厚8~25mm范围,钢级在X56~X80之间;②适用于连续生产,焊速较高,Vmax≥20m/nain;③用途广泛,还可用于制造石油油井管,也适用于海底输送管线,甚至高寒地带输送管线。局限性在于:①不能作主干线的天然气管线;②管径≤219时,容易受到塑料管的竞争;③制作工艺上,焊接时不用焊条,焊缝的力学性能可以达到但不容易超过母材。


大直缝焊管机组的生产原料主要是中厚板轧机生产的宽钢板(除小于600mm的钢管可用热连轧机生产的钢板外),要求供应优质钢板。油气输送管线用钢管在强度、韧性、焊接性能、耐H2S腐蚀等方面需要有较高的性能,一般采用低碳合金控轧钢板因此,要求中厚板厂具有先进的冶炼设备(尤其是精炼设备)和具有完善控轧性能的宽板轧机,生产出X60~X75或更高钢级的热轧宽钢板,供给大直缝焊管机组作原料,这样才能生产出符台API标准的管线钢管,满足管道工业建设和发展的需要。
CFE(排辊成型)工艺排辊成型有全排辊成型和半排辊成型之分。所谓半排辊成型就是只将一般辊式成型机中传动辊机架(即平辊机架)之间的空转辊用成排小辊代替以改善成型条件。小辊可以调整位置,适用一定范围的钢管尺寸,不必更换。而全排辊成型则是除了留下一一般辊式机中 架传动辊机架外,其他机架全部代以小排辊、小辊,特别是外面的小辊,可适用于所有的钢管,不必更换,所以这种方法对提高生产率有利。



钢兴钢管 有限公司是专业生产 山西大同合金管的大型生产企业。公司生产工艺先进、技术力量雄厚、装备精良、检测设备齐全。我们将不断奉献我们的勤劳与真诚,细心的完成每一件产品。诚信为本、互利共赢、和谐发展是山西大同[公司恒久不变的追求与承诺。我们愿与您携手共同创造行业新高度!


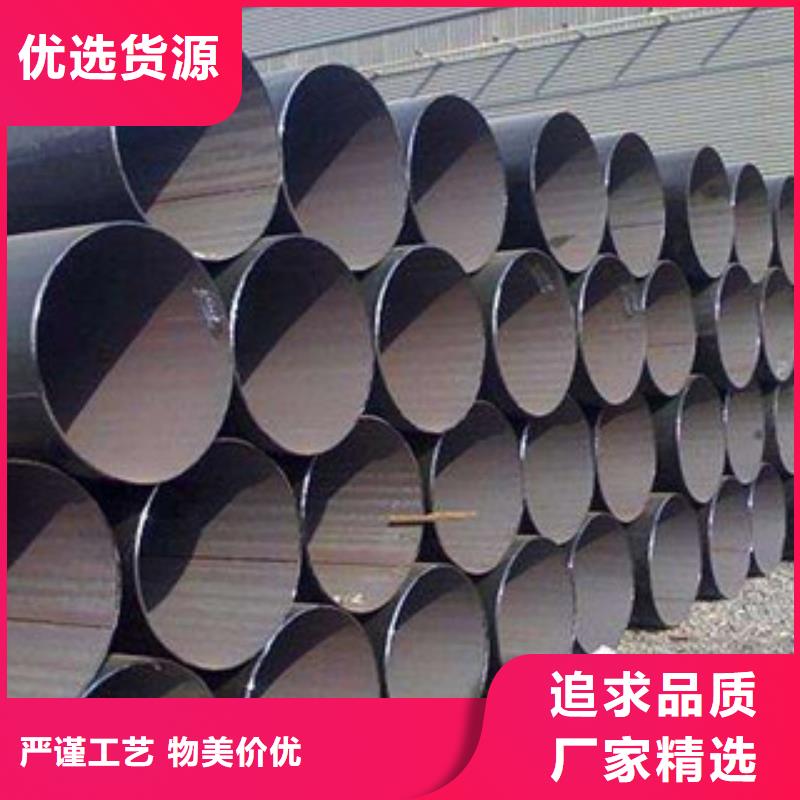
焊接工艺:
从焊接工艺而言,螺旋焊管与直缝钢管的焊接方法一致,但直缝焊管不可避免地会有很多的丁字焊缝,因此存在焊接缺陷的机率也大大提高,而且丁字焊缝处的焊接残余应力较大,焊缝金属往往处于三向应力状态,增加了产生裂纹的可能性。
而且,根据埋弧焊的工艺规定,每条焊缝均应有引弧处和熄弧处,但每根直缝焊管在焊接环缝时,无法达到该条件,由此在熄弧处可能有较多的焊接缺陷。
强度特点:
管子在承受内压时,通常在管壁上产生两种主要应力,即径向应力δ和轴向应力δ。焊缝处合成应力δ,其中,α为螺旋焊管焊缝的螺旋角。
螺旋焊管焊缝的螺旋角一般为度,因此螺旋焊缝处合成应力是直缝焊管主应力的。在相同工作压力下,同一管径的螺旋焊管比直缝焊管壁厚可减小。
从焊接工艺而言,螺旋焊管与直缝钢管的焊接方法一致,但直缝焊管不可避免地会有很多的丁字焊缝,因此存在焊接缺陷的机率也大大提高,而且丁字焊缝处的焊接残余应力较大,焊缝金属往往处于三向应力状态,增加了产生裂纹的可能性。
而且,根据埋弧焊的工艺规定,每条焊缝均应有引弧处和熄弧处,但每根直缝焊管在焊接环缝时,无法达到该条件,由此在熄弧处可能有较多的焊接缺陷。
强度特点:
管子在承受内压时,通常在管壁上产生两种主要应力,即径向应力δ和轴向应力δ。焊缝处合成应力δ,其中,α为螺旋焊管焊缝的螺旋角。
螺旋焊管焊缝的螺旋角一般为度,因此螺旋焊缝处合成应力是直缝焊管主应力的。在相同工作压力下,同一管径的螺旋焊管比直缝焊管壁厚可减小。



钢兴钢管
有限公司【0317-3061555】在山西省大同市本地专业从事直缝管螺旋钢管实拍品质保障,价格低,发货快,效果好 ([城市群])可送货上门。