

我们为您呈现了一部精彩绝伦的冷拔管精密无缝钢管厂家的简单介绍产品视频,让您感受产品的独特之处。
以下是:冷拔管精密无缝钢管厂家的简单介绍的图文介绍

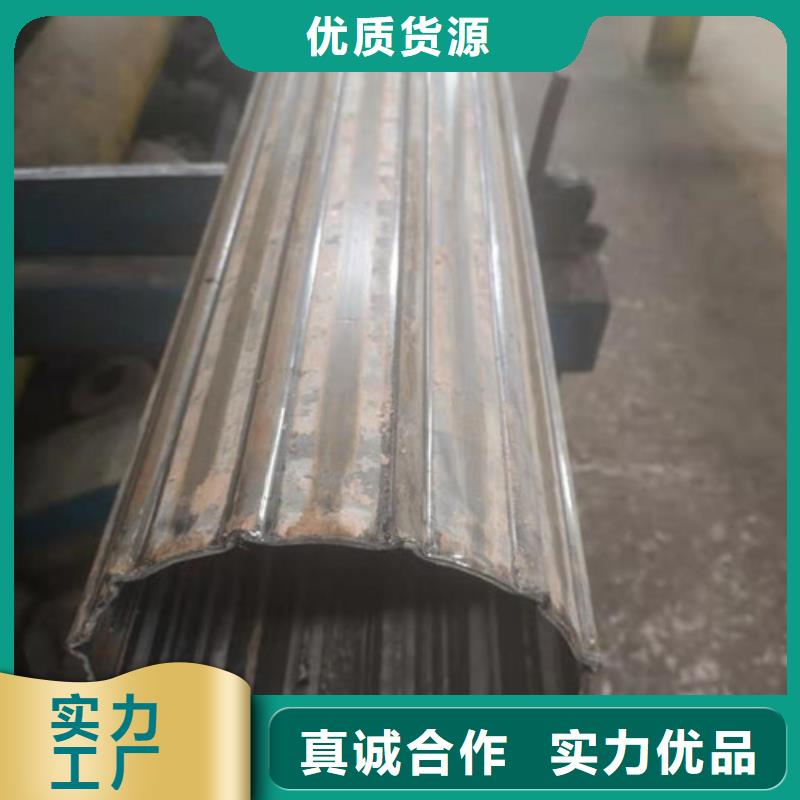
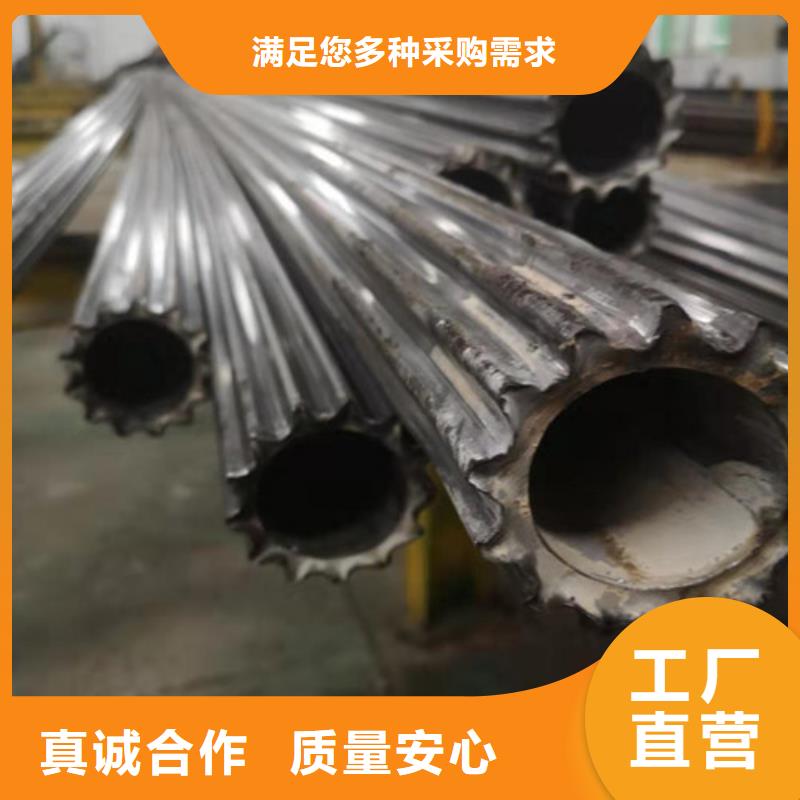
将冷拔管送入冷拔管机组,经多道轧辊滚压,冷拔管逐渐卷起,形成有开口间隙的圆形冷拔管,调整挤压辊的压下量,使冷拔管间隙控制在1~3mm,并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,冷拔管晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,冷拔管热量过大,造成冷拔管烧损;或者冷拔管经挤压、滚压后形成深坑,影响冷拔管表面质量。
冷拔管温度主要受高频涡流热功率的影响,根据公式可知,高频涡流热功率主要受电流频率的影响,涡流热功率与电流激励频率的平方成正比;而电流激励频率又受激励电压、电流和电容、电感的影响。激励频率公式为:f=1/[2π式中:f-激励频率;C-激励回路中的电容,电容=电量/电压;L-激励回路中的电感,电感=磁通量/电流上式可知,激励频率与激励回路中的电容、电感平方根成反比、或者与电压、电流的平方根成正比,只要改变回路中的电容、电感或电压、电流即可改变激励频率的大小,从而达到控制冷拔管温度的目的。对于低碳钢,冷拔管温度控制在1250~1460℃,可满足管壁厚3~5mm焊透要求。另外,冷拔管温度亦可通过调节冷拔管速度来实现。





一般的冷拔管的生产工艺可以分为冷拔与热轧两种,冷轧冷拔管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到响应的标准。外观上冷轧冷拔管要短于热轧冷拔管,冷轧冷拔管的壁厚一般比热轧冷拔管要小,但是表面看起来比厚壁冷拔管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。 热轧冷拔管的交货状态一般是热轧状态经过热处理后进行交货。热轧冷拔管在经过质检后要经过工作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验, 贴上标签、进行规格编排后放置到到仓库当中。
