



更新时间:2024-12-24 22:10:17 浏览次数:4 公司名称:洛阳 纵横机械制造有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 363 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 厂家/产地 | 纵横机械/洛阳 |
| 主要材料 | 橡胶 |
| 生产工艺 | 热硫化或冷粘 |
| 产品规格 | 按要求订做 |
| 断裂强度 | 17 |
| 扯断伸长率 | 550 |
| 衬里硬度 | 60±5 |
| 定伸应力 | 10 |
| 剥离强度 | 7 |
| 磨耗减量 | 0.1 |
| 应用领域 | 矿山、电力、冶金、化工等 |
| 连接方式 | 法兰连接 |


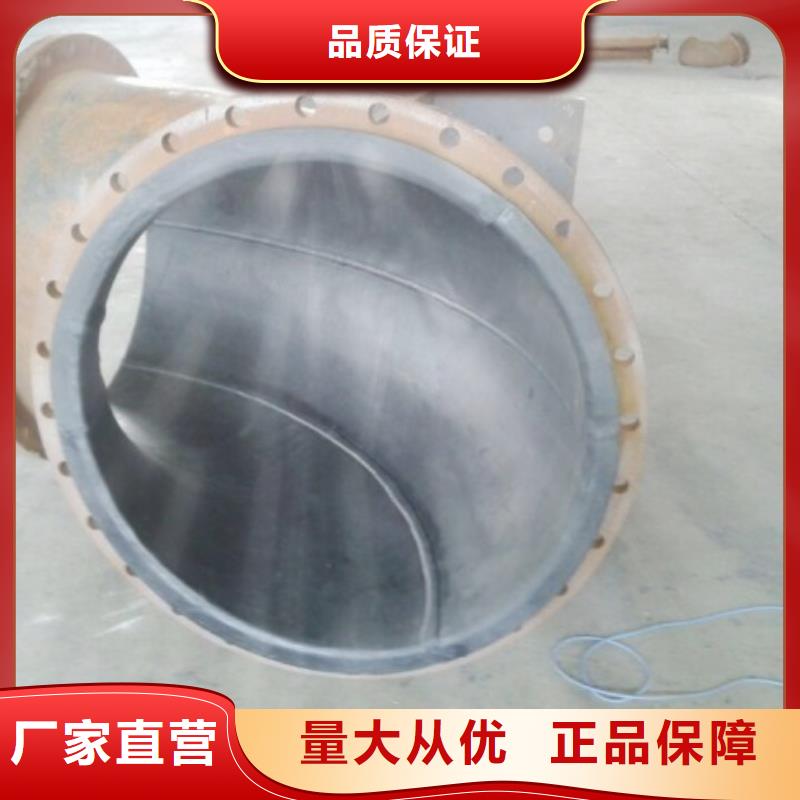
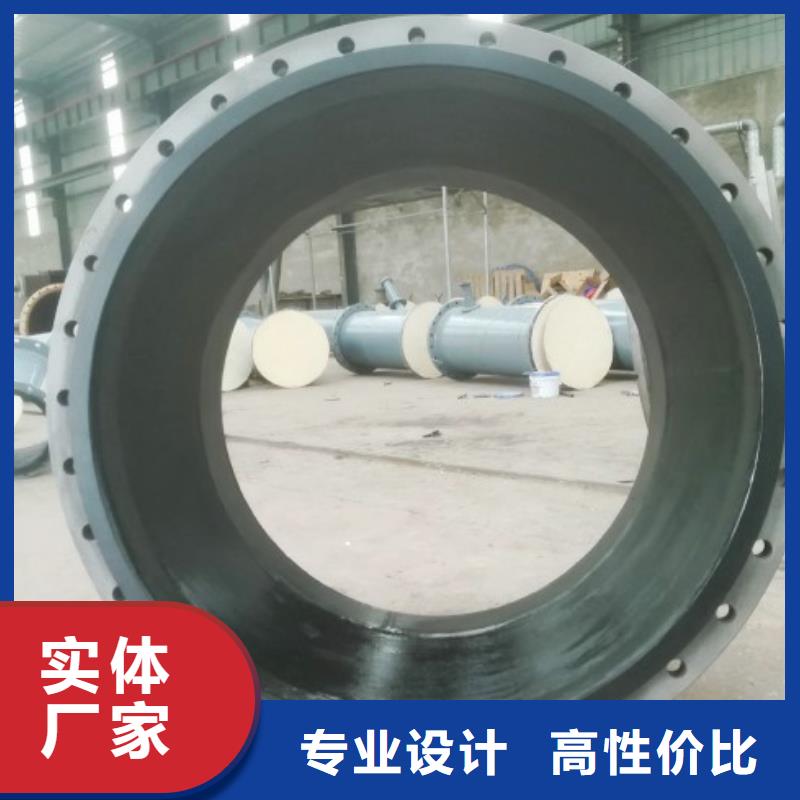
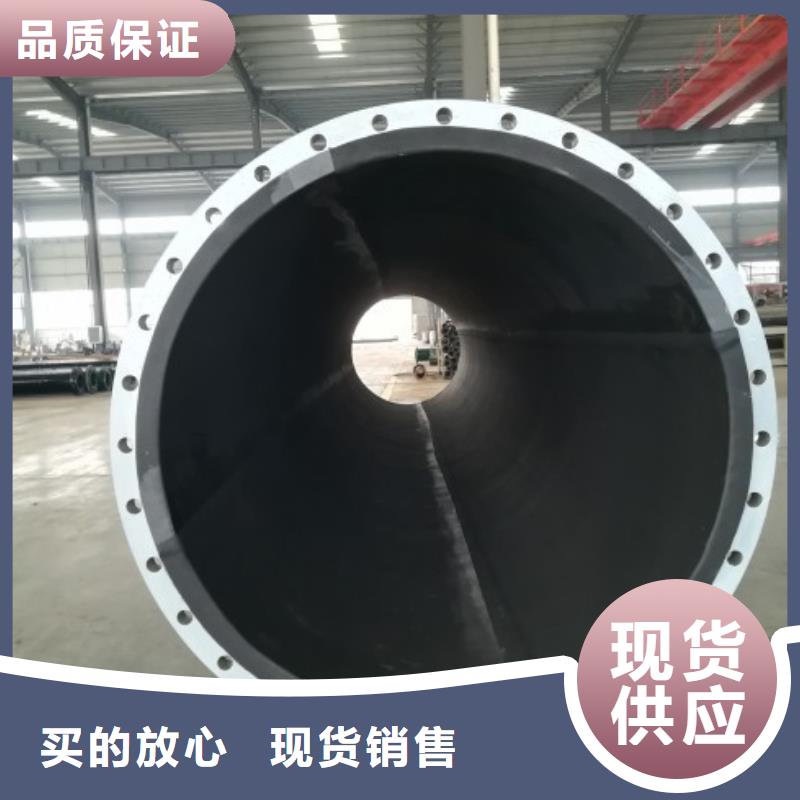



衬胶管道漏水损坏修复,电厂脱硫系统软件、化工管道系统软件、矿山开采制造行业等行业,衬胶管道和衬陶瓷耐磨管道的运用是很广泛的。抗冲击。衬胶管道里衬硫化橡胶具备延展性,在冲击性变形相互作用力下动能反跳仍未耗损,外部相互作用力相对性减少,更耐冲击。陶瓷管为硬质的原材料,承受力时不容易弹,动能不守恒定律,长期性的摩擦系数标准下工作中对材料的耗损大。衬胶管道耐磨管道防腐蚀特性优,衬胶管道耐磨管道可承受各种各样酸、碱、盐、有机化合物、海面及废水等的浸蚀,可在繁杂严苛的化学腐蚀自然环境中应用。且瓷器里衬薄厚不匀称,品质不稳定,抗浸蚀能力较差。



纵横机械制造有限公司占地3000多平方米,专业生产各类 内蒙古赤峰衬四氟管 为主的厂家。 累积十多年 内蒙古赤峰衬四氟管制造经验,以人为本,有一批专业生产人才,员 工300多人,其中技术人员50多人,拥有配套设备和生产技术!


硫化制造技术要求:
1)安装硫化封头后:
密封面的衬胶层及密封圈须用模压硫化工艺生产。不应有径向贯通划痕。
硫化封头密封性好,须能保压0.6MPa以上。
2)硫化三要素:
按照作业指导书规定时间、温度、压力硫化,硫化工作必须严格依照材料的硫化曲线进行操作。
3)内衬固化后:
固化橡胶检验和接收后,紧接着要进行修整。应当磨去瑕疵和表面杂质以得到光滑、规整的表面。
粘接强度硫化试样及检验:
为了质量控制之目的,应随同正在安装内衬的高压蒸气负载的管子准备一个衬有橡胶并且粘接同一批次生胶板,备用检测粘接强度。粘接强度大于12KN/m,检验方法按GB/T 15254-2014 《硫化橡胶与金属粘接180°剥离试验》的规定执行。
外防腐技术要求(根据甲方要求实施)
1)钢管外壁处理
钢材表面油污,采用喷砂除锈,达到Sa 2.5级(SSPC称近白级),Sa 2.5级正式名称为:“非常彻底的喷射或抛射除锈”,其定义为:钢材表面应无可见的油脂、污垢、氧化皮、铁锈和油漆涂层等附着物,任何残留的痕迹应仅是点状或条纹状的轻微色斑。
2)三油两布,定型胶、刷胶、缠带。
3)GB 50268和SY/T 0447的要求,对防腐层进行外观、厚度、漏点和粘结力检验。外观、厚度、漏点应在防腐层实干后、充分固化前检验,粘结力可在实干或固化后检验



衬胶管道利用橡胶的高耐磨性、高气密性、耐冲击性、高弹性、耐候性、耐辐射性、耐化学介质性等独特性能。使用性能优良的粘合剂,采用特殊的工艺复合硫化而成型,产品具有高耐磨、耐水锤冲击、耐酸碱盐腐蚀、抗高温、缓结垢、粘接强度高等独特优点。
此外,衬胶管道的运行阻力小、介质广、使用寿命长、节电节材等优点,可以减小输送介质对管壁的冲击力,广泛应用于冶金、电力、化工、石油、煤炭等工业的输送,既有磨损又有腐蚀的介质的管路设备。
以上就是关于衬胶管道的性能和应用领域做的一个介绍,小编相信,未来这种环保型的管道在工业上会有更多的应用。
因为我是品牌,我不能给你低价,我只能给你高的品质,好的产品!我宁可为价格解释一阵子,也不愿为质量道歉一辈子!如果单纯为了追求一下子的利害,完全可以通过降低成本达到快销的目的:但我认为只有完美的品质,才是我值得骄傲的!为了承诺,我不会因为短期的利益出卖未来,我努力坚持,只为得到越来越多的认可和支持.
衬胶管道的优越性能依赖于橡胶的质量,但是性能再好的橡胶也会出现老化,除了时间因素,我们要了解橡胶的特性,注意保养,延缓衰老。
橡胶老化的内部原因:
内因主要从衬胶管道橡胶的分子结构说起。橡胶的基本结构:天然橡胶的基本单元,异戊二烯中存在双键以及活泼氢原子,所以较易参与化学反应。
分子链结构:橡胶大分子链的弱键,薄弱环节越多,越易老化。不饱和碳链橡胶,容易发生老化,饱和碳链橡胶的氧化反应能力和它的化学结构有关,如支化的大分子与线型的大分子相比,更容易氧化。
纵横机械制造衬胶管道其内衬橡胶又是怎样的呢?通常把具有橡胶弹性的高分子材料通称为橡胶或弹性体。橡胶可分为自然橡胶和合成橡胶两大类。管道内部橡胶分为:自然软质橡胶、自然硬质橡胶、丁基橡胶、聚丙烯橡胶等几种。由于橡胶具有一些特有的加工性质,如可塑性、可粘结性、可配合性和硫化特性等,从而赋予橡胶衬里技术的可行性和适用性。橡胶衬里是充分的应用了橡胶的好的特性。


衬胶管道制造过程控制及技术要求
1)衬胶工艺要求:
TROTOP衬胶复合管的制造工艺要求:
钢橡复合管和管件应采用挤出无缝胶管、气囊吹胀法复合并且是高压蒸汽热硫化工艺制造。
2)下料组焊
根据买方盖章图纸要求的长度,及生产工艺切割钢管;
a、点焊法兰
点焊注意法兰与钢管垂直。
b、焊接:
待质检人员检查合格后在二保自动焊接机上进行焊接,保证贴衬焊缝表面无焊接裂纹、气孔、未焊透、咬边、夹渣、飞溅、弧坑、焊瘤等缺陷,所有焊缝采用双面焊全焊透,所有焊接密闭间隙开设排气孔,超声波检测(UT) ,X射线照相检测(RT)5%,压力试验。
焊接执行API 1104,超声波检测符合GB11345-2013, GB 50184-2011 标准规定。
c、加长
对于需焊接接长的管件,管内外焊缝表面均应打磨光滑。 对焊缝外观进行检查,不得存在裂纹、咬边、气孔等危害性缺陷。
d、打磨:
拐角处圆滑过度,圆角半径符合技术规格书和图纸要求,凸面圆角半径大于等于5mm,凹角面大于8mm。
3)表面处理
a、使用压缩空气前
分离器下游的空气质量必须通过将空气吹入干净的白色吸墨纸或布两分钟来测试其是否被污染、油污或受潮。测试应当在每班开始和结束时进行并且间隔不超过4 小时。同时应当在空压机作业后进行测试。只有测试显示肉眼看不到压缩空气中没有污物、油或水汽时才可以使用。如果有污染的迹象,应对空压机进行检修并且按照上面的描述重新检查空气质量。
b、露点控制:
表面温度 至少应保持在高于露点3oC,并且不超过相对湿度。如果由于外界环境的影响,不保持在此环境下会有风险,那就要使用去湿设备或者加热设备。
c、喷砂
碳钢衬胶基体表面处理等级达到Sa2.5。即:喷砂至金属白色,完全氧化皮、锈及其它杂质,残留仅为斑点或条纹阴影,磨料、积灰。粗糙度必须符合基体表面粗糙度的要求粗糙度RZ≥60μm。
d、脱脂、清洗:
表面进行处理后,应将钢管表面附着的灰尘及磨料清理干净,用甲苯或汽油清洗。
e、涂刷底漆:
脱脂后立即涂刷西邦粘接剂。先刷底胶,待干燥后再刷面胶,待干燥后两头封好,存放在指定地点待用。从表面处理完毕至完成外表面粘接剂的间隔时间,长不应超过24h。


