


我们为您呈现了【钢管折弯】锻打圆钢品质保证实力见证产品的视频介绍,相较于图文,视频更能展现产品的真实面貌和细节。不妨点击观看,感受产品的魅力。
以下是:【钢管折弯】锻打圆钢品质保证实力见证的图文介绍


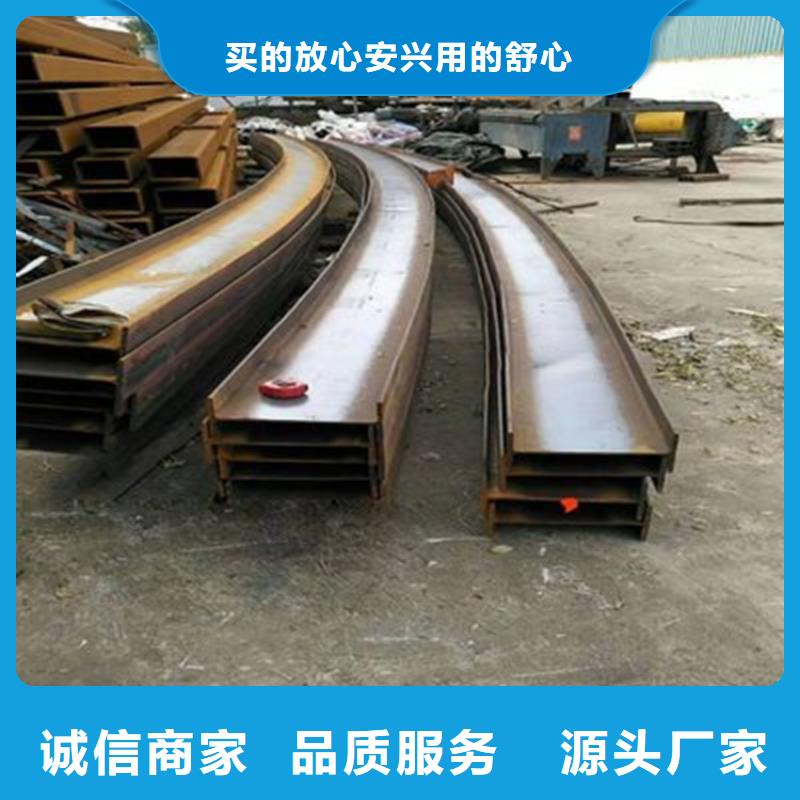
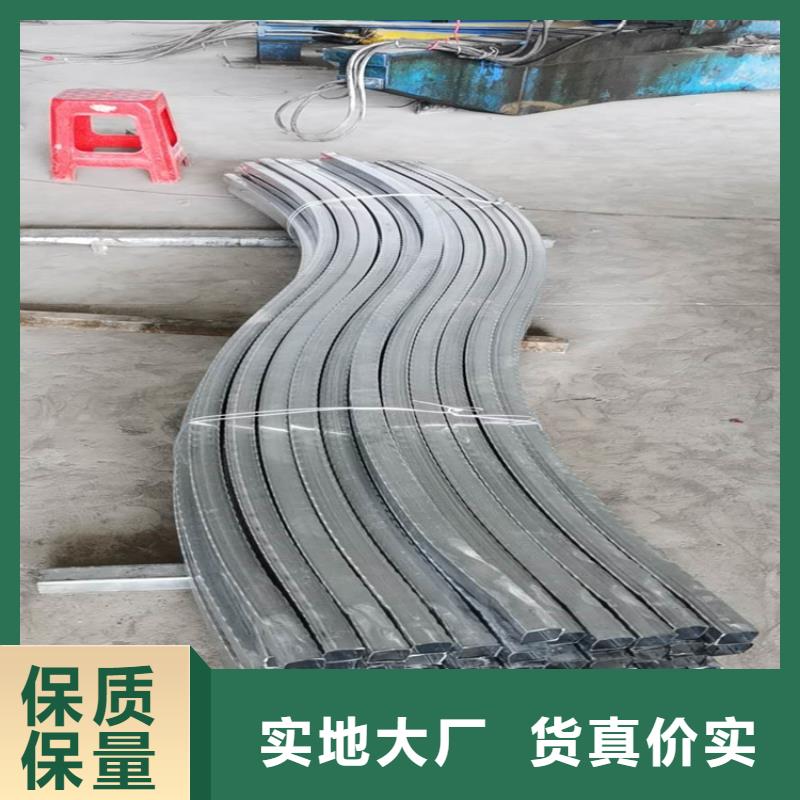
钢管折弯可以有比较好质量,同时也是广大用户所追求的,但是如果要让整个拉弯过程有比较好质量的话,也是要求钢管折弯加工厂要达到很好的条件,那么在进行钢管折弯的时候需要达到什么样的条件?1.钢管折弯首先要注意的是“高”尤其是针对一些金属一类产品加工的时候是需要使用设备进行拉弯的,而且设备在使用过程中下降的时候是要看产品的本身,所以很多时候都不能达到很好的表现,所以钢管折弯中焊管拉弯的质量是很重要的,如果是一些小公司的话设备上比较落后可能会出现钢管折弯过程没有很好的标准。2.然后是在焊管拉弯上面,要让他们达到很好的质量表现也要让钢管折弯达到很好的技术条件,尤其是在进行设备操作的时候一定要注意,我们在选择的时候一定要选择技术比较好,设备比较先进的公司,所以钢管折弯中选公司时很重要的。钢管折弯我们需要的是精美的造型,所以在选择的时候一定要选好公司而且还要了解拉弯的时候需要注意的事项有哪些。



宏钜天成钢管有限公司主打商品 广东潮州42crmo钢管切割以专业的技术、优良的信誉及满意的服务赢得全国各大城市广大零售和代理经销商客户的信任, 经过多年经验的积累,产品拥有着其稳定的性能和卓越的效果,同时得到了相关权威部门的认证,公司不断积j i研发新型产品,营造出各种优质、丰富的产品。公司以服务品质z u i优化,使顾客满意z u i大化。赢得广大消费者的信赖与追求,所有技术创新的基础是人才的聚集和培养,多年来我们坚持“以人为本”的经营宗旨,建立了求人,用人,育人,留人的人力资源开发机制,形成了良好的人力资源开发和管理体系,努力打造学习型的组织和富有战斗力的团队。经过了多年的研发与实践,积累了一整套完善的新的产品开发程序,提高了开发效率。


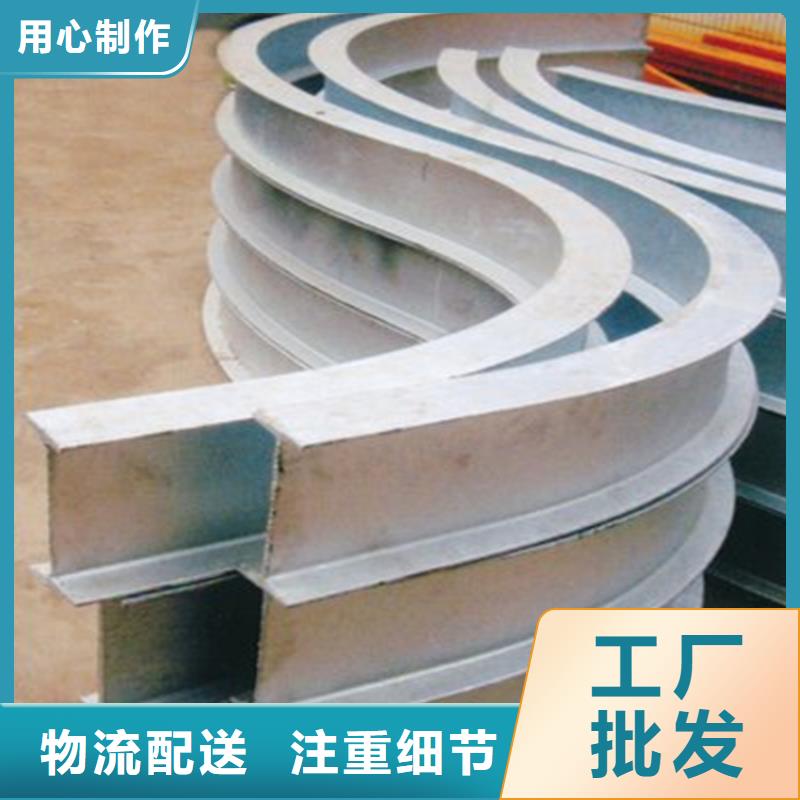
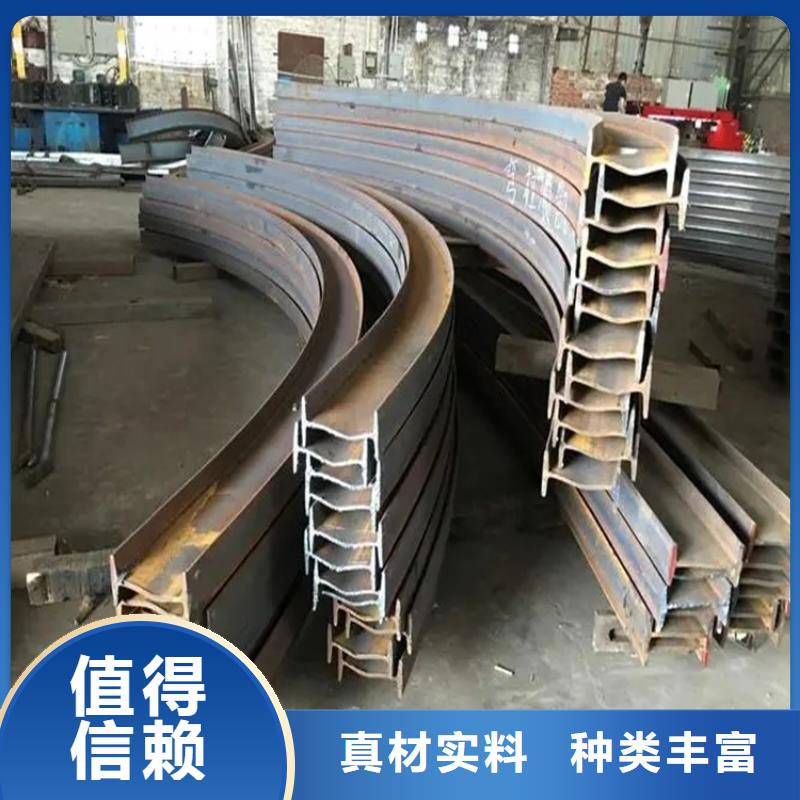
那么关于钢管折弯工艺特点及要求是怎样的?下面河北拉弯厂的专家就来给我们分析一下。 1、 所谓拉弯即是在给于型材预制拉力(在屈服极限范围内)的前提下,利用旋转和靠模改变型材断面变形中介面(内移)使其塑性变形的过程。2、 关于备料长度:一般情况下备料应是所需弯曲材料的有效弧长加上工艺段之和,工艺段等于2.1倍的变形宽度(t),变形宽度(t)等于外半径(R外)减内半径(R内)。 备料长度=有效弧长+2.1 t 当然具体备料长度可以根据实际情况考虑套裁,以便节省工艺段。3、 关于备料数量:一般情况下应根据不同断面、不同半径、不同弧长在实际需要数量基础上增加1~2支备份,以便做为调试模具用。该备份未考虑材料弯曲后的运输、加工、安装等环节可能出现的损失数量。4、 关于材料每支弯曲有效弧长的要求:通常情况下不应超过弧度角180度。5、 关于材料硬度状态的要求:当型材弯曲的伸长率满足变形量要求时应选择T5状态(e≤10%),铝型材的标准为e≥ 8 %;e = t / R内× = (R外-R内) ÷R内× 否则应选择To~T4状态。当然型材生产厂一般不愿意给客户生产T1~T4状态型材。6、 关于型材表面处理要求:通常情况下可以选择阳极氧化或涂装后弯曲加工(涂层的伸长率远大于型材的伸长率);因为钢管折弯时型材与模具之间没有相对位移,故不会损伤型材。如型材弯曲过程中涂层脱落则是涂层的附着力不足原因造成的,产生附着力不足的原因主要有喷涂前处理不好或加温不足及加温时间不足造成。当然为方便运输和安装应适当做表面保护。上述介绍只是一般的常识说明,具体情况需视工程项目要求的分格、结点及选材等特点确定。



