
以下是我们上传的HDPE双臂波纹管产品介绍检验发货视频,视频介绍比图文介绍更直观一些,您可以点击观看。
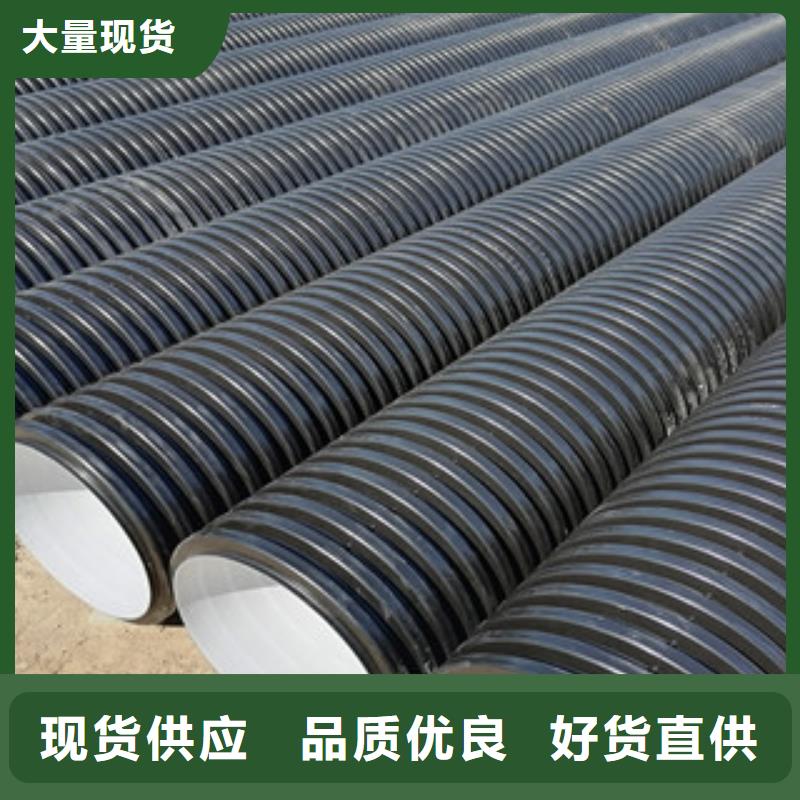
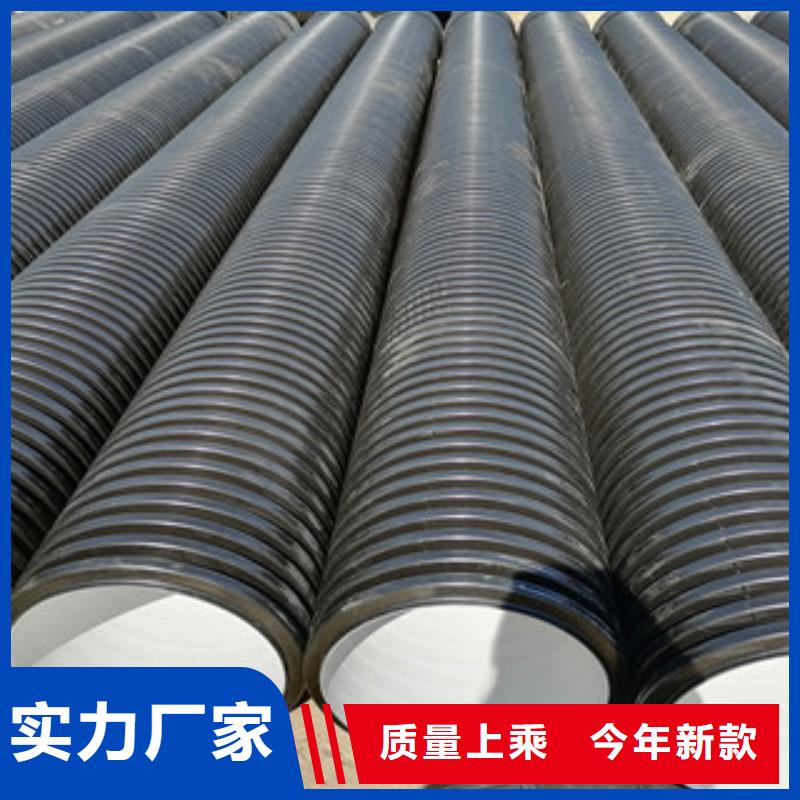
以下是:HDPE双臂波纹管产品介绍检验发货的图文介绍


恒塑管道有限责任公司是一家主要生产 江苏常州螺旋形钢带管的大型企业。多年来凭借雄厚的技术实力,优质成熟的产品,完善的服务体系,取得了迅猛的发展,恒塑管道有限责任公司将充分发挥自身优势,秉承“科技领先,服务市场,诚信待人,追求完美”的宗旨和“产 品就是人品”的企业理念,不断进行技术创新、设备创新、服务创新、和管理方式创新来继续研发出更多满足未来发展需要的产品,推动我们 江苏常州螺旋形钢带管事业的发展。


2、焊缝两边圆形卷边应均匀,卷边宽度应相近。3、对接的管端口错边不应超过管壁厚的10%。4、当热熔对接两端分别是管材和注塑管件时,管件一侧的卷边形状不规则,这是注塑工艺特点所造成的,并非异常,此时可检查管材一侧卷边情况。
当管材或管件之间熔体流动速率不同时,翻边可能不对称但仍然满足要求。建议通过试验来确定可接受的卷边特征,在冬季施工需设置临时的保温措施。5电熔连接在聚乙烯管道连接后能保持管道内壁光滑、不影响流通量、接口可靠性高,是一种 的连接方法,电熔连接还可以用来修复管道作业。
1、电熔管件焊接原理根据电熔管件焊接原理,电熔焊接工艺过程包括:管材在电熔管件内定位,通过电熔焊机向电熔管件通电,电熔管件内壁熔化,熔融区域的PE材料向管材外壁膨胀,管材外壁PE材料熔化,同时熔体压力增大,促使熔体向管件内壁、管材外壁的空隙流动,从而封闭了熔融区域,同时观察孔开始慢慢顶起。
a、确保管材端口垂直、平整、端口必需倒角。b、确保管材插入深度、并固定好焊接的组合件。c、确保焊接时焊接区域在同一轴线上,不受任何外应力影响。d、注意:刮削后的端口不能用手触摸,电熔管件内可用酒精擦拭,冷却过程中也不能受任何外力影响与移动管材、管件。
当管材或管件之间熔体流动速率不同时,翻边可能不对称但仍然满足要求。建议通过试验来确定可接受的卷边特征,在冬季施工需设置临时的保温措施。5电熔连接在聚乙烯管道连接后能保持管道内壁光滑、不影响流通量、接口可靠性高,是一种 的连接方法,电熔连接还可以用来修复管道作业。
1、电熔管件焊接原理根据电熔管件焊接原理,电熔焊接工艺过程包括:管材在电熔管件内定位,通过电熔焊机向电熔管件通电,电熔管件内壁熔化,熔融区域的PE材料向管材外壁膨胀,管材外壁PE材料熔化,同时熔体压力增大,促使熔体向管件内壁、管材外壁的空隙流动,从而封闭了熔融区域,同时观察孔开始慢慢顶起。
a、确保管材端口垂直、平整、端口必需倒角。b、确保管材插入深度、并固定好焊接的组合件。c、确保焊接时焊接区域在同一轴线上,不受任何外应力影响。d、注意:刮削后的端口不能用手触摸,电熔管件内可用酒精擦拭,冷却过程中也不能受任何外力影响与移动管材、管件。