


联系我们

当前位置:
聊城 润星电力管材有限公司 >
常德当地今日推荐News
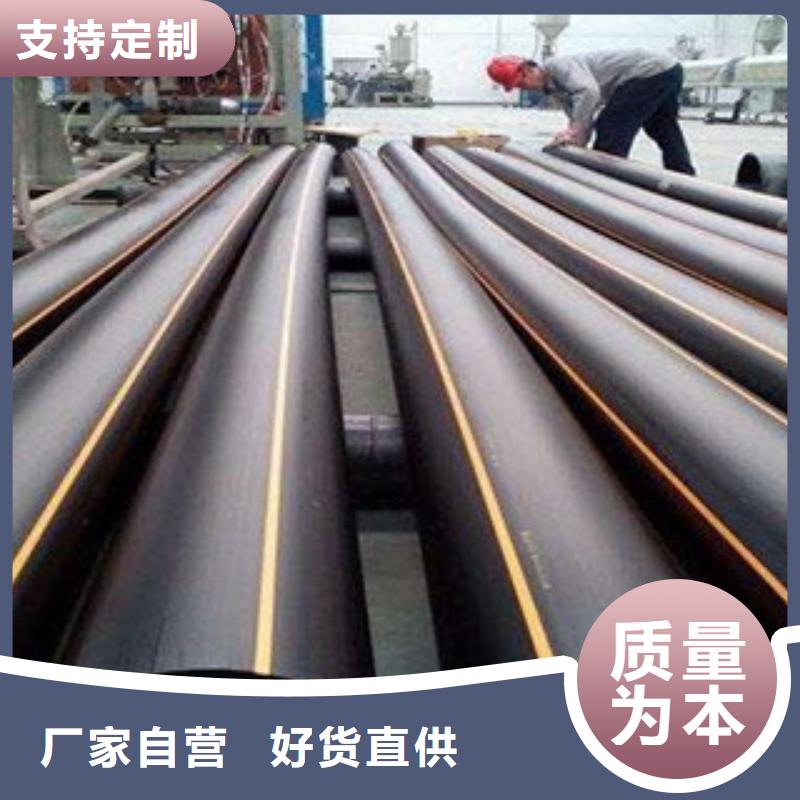
【PE燃气管】地埋穿线电缆保护管工厂直营
更新时间:2024-12-26 22:11:05 浏览次数:1 公司名称:聊城 润星电力管材有限公司
以下是:【PE燃气管】地埋穿线电缆保护管工厂直营的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 颜色 | 黑色橙条 |
| 口径 | 20-630 |
| 原料 | 北欧化工3490 |
| 外观 | 直管 |
| 定长 | 6/9/12 |
| 压力 | 1.0MPA |
| 连接方式 | 热熔对接 |
| 敷设方法 | 埋地 |
| 应用领域 | 燃气工程 |
| 规格 | SDR17.6/SDR11 |
以下是:【PE燃气管】地埋穿线电缆保护管工厂直营的图文视频





选购【PE燃气管】地埋穿线电缆保护管工厂直营来湖南省常德市找润星电力管材有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:王经理-15006359263,{QQ:292543758},地址:[聊城塑料管材产业园发货到湖南省 常德市 武陵区、鼎城区、安乡县、汉寿县、澧县县、临澧县、桃源县、石门县、津市]。 湖南省,常德市 常德市位于湖南省北部,江南洞庭湖西侧,武陵山下,史称“川黔咽喉,云贵门户”。常德城名源自《老子》“为天下溪,常德不离”;历史故事“刘海砍樵”“孟姜女哭长城”以及陶渊明笔下的《桃花源记》等浪漫主义情结贯穿常德城二千多年的历史,开创了常德独有的“善德文化”。
别再错过任何细节!花费一分钟观看【PE燃气管】地埋穿线电缆保护管工厂直营产品视频,让您的购买决策更加明智。
以下是:【PE燃气管】地埋穿线电缆保护管工厂直营的图文介绍


中压钢质燃气管道在安装焊接过中必须经无损探伤等一笔可贵的费用,检测程序也比较复杂;而PE燃气管检测程序、检测方法和手段简单有效,检测费很小。PE燃气管材料和安装费用较钢管具备明显优势,PE燃气管的综合经济性能是远远优于钢管的。PE燃气管材、管件的质量问题一般是由于在运输、施工的过程中的不规范操作而引起的,质量问题产生的原因。PE燃气管直管段焊接及非开挖回拖过程中未使用滚轮支架,开挖下沟后的PE燃气管道未按规定及时回填,长时间被建筑垃圾、雨水等覆盖浸泡,PE燃气管材、管件本身质量未达到要求或使用过期的管材、管件。PE燃气管热熔焊接接口质量问题。PE燃气管热熔焊接焊口中较多出现的有卷边不对称、错边量过大、焊缝表面有气泡凹陷和麻点等质量问题。
为节约设备成本,使用半自动焊机且未按规定焊接参数施焊,如PE燃气管焊机拖动压力过大、冷却时间过短。由于不同生产厂家的PE燃气管材性能(如热稳定性)不同,热熔焊机的参数设置未与管材特性一致。使用不相匹配的PE燃气管材进行焊接,如PE80与PE100的材料对接焊。PE燃气管施工人员为赶工期,在潮湿等恶劣天气条件下施工。PE燃气管焊接时未使用规定的热熔夹具及滚轮支架,对口质量不符合要求。PE燃气管焊机操作人员未经专业培训无证上岗。PE燃气管电熔连接焊口质量问题。PE燃气管电熔连接质量问题主要是“假焊”。PE燃气管电熔套筒管件连接两端PE燃气管时未使用专用固定夹具使两PE燃气管接口保持“同心”,强行拼装造成接口间隙不均匀。
接口熔接面积减少。PE燃气管电熔套筒管件与PE燃气管材不属同一生产厂家,管材与器件存在兼容问题。未实施刮除氧化层作业或刮除不均匀,致使PE燃气管端口部分产生不圆度,致使接口配合间隙不均匀,产生虚焊。在PE燃气管融合过程和冷却时间内移动连接件。为赶时间,PE燃气管冷却过程未在自然状态下进行,淋水或强制风冷。PE燃气管材插入电熔管件长度不足,可能造成脱焊。PE燃气管道回填未按规定敷设警示带,沟槽深度未达标。未按规定使用黄沙、细土回填PE燃气管道,覆有石块或尖锐物的受压管道极易在接口处产生漏气,严重威胁今后管线的运行。PE燃气管道施工间断后未对管道口进行封堵或者在施工回填过程中带水覆土,这可能造成管道内遗留大量杂质和雨水。
影响管线日后畅通运行。为切实有效提高燃气PE燃气管道施工质量,本人认真学习了PE燃气管道施工专业理论知识,同时结合近些年在燃气施工企业的实际工作经验,提出了几点方法措施。贯彻执行PE燃气管施工质量“三检”制度。严格执行质量“三检”是控制施工质量的有效方法之一,PE燃气管施工作业人员在每道工序完成后需进行自检、互检,自检、互检通过后应由项目专职质量员进行专项质检,检查方式可采用目测和专用工具检测,必要时也可采取如切割焊接区等破坏性质量检验手段,在开展“三检”过程中应以专检为主,自、互检为辅。推行PE燃气管工程精细化管理。的质量管理学家休哈特曾说过:“产品不是检验出来的,而是生产出来的”。确实,要从根本上PE燃气管施工质量。
为节约设备成本,使用半自动焊机且未按规定焊接参数施焊,如PE燃气管焊机拖动压力过大、冷却时间过短。由于不同生产厂家的PE燃气管材性能(如热稳定性)不同,热熔焊机的参数设置未与管材特性一致。使用不相匹配的PE燃气管材进行焊接,如PE80与PE100的材料对接焊。PE燃气管施工人员为赶工期,在潮湿等恶劣天气条件下施工。PE燃气管焊接时未使用规定的热熔夹具及滚轮支架,对口质量不符合要求。PE燃气管焊机操作人员未经专业培训无证上岗。PE燃气管电熔连接焊口质量问题。PE燃气管电熔连接质量问题主要是“假焊”。PE燃气管电熔套筒管件连接两端PE燃气管时未使用专用固定夹具使两PE燃气管接口保持“同心”,强行拼装造成接口间隙不均匀。
接口熔接面积减少。PE燃气管电熔套筒管件与PE燃气管材不属同一生产厂家,管材与器件存在兼容问题。未实施刮除氧化层作业或刮除不均匀,致使PE燃气管端口部分产生不圆度,致使接口配合间隙不均匀,产生虚焊。在PE燃气管融合过程和冷却时间内移动连接件。为赶时间,PE燃气管冷却过程未在自然状态下进行,淋水或强制风冷。PE燃气管材插入电熔管件长度不足,可能造成脱焊。PE燃气管道回填未按规定敷设警示带,沟槽深度未达标。未按规定使用黄沙、细土回填PE燃气管道,覆有石块或尖锐物的受压管道极易在接口处产生漏气,严重威胁今后管线的运行。PE燃气管道施工间断后未对管道口进行封堵或者在施工回填过程中带水覆土,这可能造成管道内遗留大量杂质和雨水。
影响管线日后畅通运行。为切实有效提高燃气PE燃气管道施工质量,本人认真学习了PE燃气管道施工专业理论知识,同时结合近些年在燃气施工企业的实际工作经验,提出了几点方法措施。贯彻执行PE燃气管施工质量“三检”制度。严格执行质量“三检”是控制施工质量的有效方法之一,PE燃气管施工作业人员在每道工序完成后需进行自检、互检,自检、互检通过后应由项目专职质量员进行专项质检,检查方式可采用目测和专用工具检测,必要时也可采取如切割焊接区等破坏性质量检验手段,在开展“三检”过程中应以专检为主,自、互检为辅。推行PE燃气管工程精细化管理。的质量管理学家休哈特曾说过:“产品不是检验出来的,而是生产出来的”。确实,要从根本上PE燃气管施工质量。



润星电力管材有限公司秉承一贯的“精益求精、客户至上”的宗旨,坚持引进消化国内外先进技术、紧密结合用户的需求,研发自有 湖南常德玻璃钢电力管产品,打造自有品牌,以严格、科学的管理,经营好研发、生产及销售的每个环节,发扬工匠精神,做好每一款 湖南常德玻璃钢电力管产品,在 湖南常德玻璃钢电力管的道路上越走越远!


连接困难,不适宜作为给水压力管的材料。但由于其卫生指标较高,LDPE特别是LLDPE树脂已成为燃气管的常用材料。LDPE、LLDPE树脂的熔融粘度小,流动性好,易加工,因而对其熔体指数的选择范围也较宽,通常MI在0.3-3g/10min之间。纳入此次中央环保督察的吉林、山东两省,其所属部分地区因环境问题突出,近日曾被环保部约谈。今年8月通报的第三批环境保护督察反馈情况显示,督察组交办的31457件环境问题已基本办结,共8687家,405人,约谈6657人,问责4660人。PE燃气管设计是否合理,基本就是管材能否正确选择,压力计算是否得当的问题。设计也是引发PE燃气管泄露的首要原因。施工问题。
也就是PE燃气管材管件能否正确选择,管材管件焊接是否牢靠的问题。人为破坏的问题,也就是对地下PE燃气管网不熟悉还进行盲目开挖盲目施工的问题。至此批中央环保督察已问责人数超过万人。根据安排,8个中央环境保护督察组将于8月7日至15日陆续实施督察进驻。拟重点督察省级有关部门环境保护职责落实和工作推进情况。PE燃气管投资成本低,性价比肯定高于钢管。PE燃气管机械强度低,比较容易受到人为的损坏。PE燃气管对热稳定性比较敏感,地市环境保护工作实施情况。重点盯住中央高度关注、群众反映强烈、社会影响恶劣的突出环境问题及其处理情况。重点检查环境质量呈现恶化趋势的区域流域及整治情况;重点督办人民群众反映的身边环境问题的立行立改情况。
重点督察地方党委和及其有关部门环保不作为、乱作为情况。重点推动地方落实环境保护同责、一岗双责、严肃问责等工作情况。PE燃气管厂家董事长张路告诉记者,此项技术还可向各产油国输出,服务于国际社会改善大气环境。当国内达到使用规模后,将这一原料逐步从海外引进,将有利于优化我国能源结构,还可为我国经济环境可持续发展开辟一条新的能源通道。PE燃气管材的价格比目前常用的燃气钢管的优势是众所周知,DN200以下的管道,PE燃气管比钢管便宜。小管径PE燃气管一般采用电熔连接,PE管件价格高。对于大大管径的PE燃气管,由于壁厚较厚,其价格较钢管高,但可采用热熔连接,节省管件费用,而且寿命长(PE燃气管的使用寿命为50年。
也就是PE燃气管材管件能否正确选择,管材管件焊接是否牢靠的问题。人为破坏的问题,也就是对地下PE燃气管网不熟悉还进行盲目开挖盲目施工的问题。至此批中央环保督察已问责人数超过万人。根据安排,8个中央环境保护督察组将于8月7日至15日陆续实施督察进驻。拟重点督察省级有关部门环境保护职责落实和工作推进情况。PE燃气管投资成本低,性价比肯定高于钢管。PE燃气管机械强度低,比较容易受到人为的损坏。PE燃气管对热稳定性比较敏感,地市环境保护工作实施情况。重点盯住中央高度关注、群众反映强烈、社会影响恶劣的突出环境问题及其处理情况。重点检查环境质量呈现恶化趋势的区域流域及整治情况;重点督办人民群众反映的身边环境问题的立行立改情况。
重点督察地方党委和及其有关部门环保不作为、乱作为情况。重点推动地方落实环境保护同责、一岗双责、严肃问责等工作情况。PE燃气管厂家董事长张路告诉记者,此项技术还可向各产油国输出,服务于国际社会改善大气环境。当国内达到使用规模后,将这一原料逐步从海外引进,将有利于优化我国能源结构,还可为我国经济环境可持续发展开辟一条新的能源通道。PE燃气管材的价格比目前常用的燃气钢管的优势是众所周知,DN200以下的管道,PE燃气管比钢管便宜。小管径PE燃气管一般采用电熔连接,PE管件价格高。对于大大管径的PE燃气管,由于壁厚较厚,其价格较钢管高,但可采用热熔连接,节省管件费用,而且寿命长(PE燃气管的使用寿命为50年。



使电熔管件内表面和承插管材的外表面达到合理的熔化温度,升温膨胀产生焊接压力,冷却后熔为一体,达到焊接目的。热熔连接不需要额外管件,但对管径、管材有一定的要求,要求管道外径≥90mm或壁厚>6mm,且不同材料级别、不同壁厚、熔体质量流动速率差大于规定值的管材、管件禁止使用热熔对接。热熔焊接缺点是对接比较困难,对操作人员的技术水平要求很高,且热熔焊机体积大,重量大,搬运困难,在管沟内进行热熔连接,管沟需加宽加大。电熔连接方法对管径、管材没有严格要求,可连接不同材料级别及不同壁厚的管材、管件。但需要额外管件,因而增加管道造价,大口径的电熔管件造价相当高。电熔焊机一般为全自动型,操作人员出错的概率相对减小。
焊接质量有很好的保证。电熔焊机体积较小,易于搬运,可在管沟沟槽内进行焊接,无须对沟槽特殊处理,施工方便。管道热熔或电熔连接的环境温度应在-5~+45℃范围内,风力应小于5级。因此在寒冷的冬季,应采取保温、防风措施,并应调整连接工艺;炎热的夏季进行操作时,应采取遮阳措施。管材、管件存放处与现场温差较大时,连接前应将管材、管件在施工现场放置一定时间,使其温度接近施工现场温度。2.6焊接工艺在热熔焊接工艺参数中,与焊接直接有关的参数有焊接温度、时间和压力。在焊接温度确定的情况下压力和时间的关系见图1。图中p1——总的焊接压力(表压),MPap2——焊接规定的压力(表压),MPap3——拖动压力(表压)。
MPat1——卷边达到规定高度的时间,st2——焊接所需要的吸热时间。st3——切换所规定的时间,st4——调整压力到p1所规定的时间,st5——冷却时间,mint6——总的焊接时间,min对接焊接要获得质量合格的焊口,必须满足的基本条件是:①焊接界面必须清洁、干燥;②合理的加热温度和加热时间;③合适的外力,加剧分子变形。在加热过程中,施加水平径向拖力能平整管材端面上的不平整度,但若压力过大,会导致熔料流向焊端的边缘,改变焊接接头的形状,严重影响焊接质量。在熔接过程中,施加水平径向外力是为了排除气孔和气体夹杂物,受热氧化破坏的材料,补偿材料收缩。冷却过程是在保持一定外力的情况下,长时间内以缓慢速度进行焊缝材料的收缩、翻边结构的形成过程。
焊接质量有很好的保证。电熔焊机体积较小,易于搬运,可在管沟沟槽内进行焊接,无须对沟槽特殊处理,施工方便。管道热熔或电熔连接的环境温度应在-5~+45℃范围内,风力应小于5级。因此在寒冷的冬季,应采取保温、防风措施,并应调整连接工艺;炎热的夏季进行操作时,应采取遮阳措施。管材、管件存放处与现场温差较大时,连接前应将管材、管件在施工现场放置一定时间,使其温度接近施工现场温度。2.6焊接工艺在热熔焊接工艺参数中,与焊接直接有关的参数有焊接温度、时间和压力。在焊接温度确定的情况下压力和时间的关系见图1。图中p1——总的焊接压力(表压),MPap2——焊接规定的压力(表压),MPap3——拖动压力(表压)。
MPat1——卷边达到规定高度的时间,st2——焊接所需要的吸热时间。st3——切换所规定的时间,st4——调整压力到p1所规定的时间,st5——冷却时间,mint6——总的焊接时间,min对接焊接要获得质量合格的焊口,必须满足的基本条件是:①焊接界面必须清洁、干燥;②合理的加热温度和加热时间;③合适的外力,加剧分子变形。在加热过程中,施加水平径向拖力能平整管材端面上的不平整度,但若压力过大,会导致熔料流向焊端的边缘,改变焊接接头的形状,严重影响焊接质量。在熔接过程中,施加水平径向外力是为了排除气孔和气体夹杂物,受热氧化破坏的材料,补偿材料收缩。冷却过程是在保持一定外力的情况下,长时间内以缓慢速度进行焊缝材料的收缩、翻边结构的形成过程。

联系人:王经理,电话:15006359263,润星电力管材有限公司在湖南省常德市本地专业从事【PE燃气管】地埋穿线电缆保护管工厂直营,湖南省常德市各个县市以及周边城市均可提供送货上门服务!